轿车门板注塑件坐落轿车车门的内侧,装置在车门前后旁边4个方位,是轿车内饰件的主要组成部分。
轿车右后门门板注塑件

轿车右后门门板注塑件
今后是轿车右后门门板注塑模具拆解过程;
01产品阐发
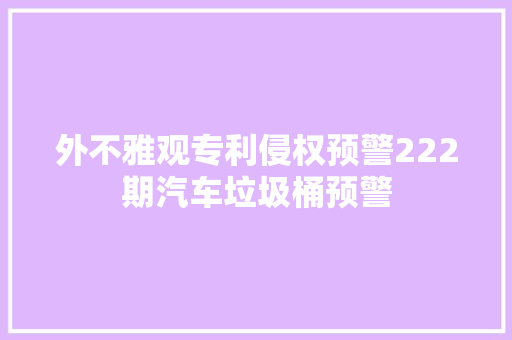
图A-1为某轿车右后门门板注塑件,资料是PP+EPDM 缩水一样平常取1.012,形状尺度为:891X639X90.8mm
轿车右后门门板注塑件形状尺度
产品表面哀求:晒皮纹 外不雅观面脱模斜度至少5度,不能有浇口印 熔接线 缩短等毛病.
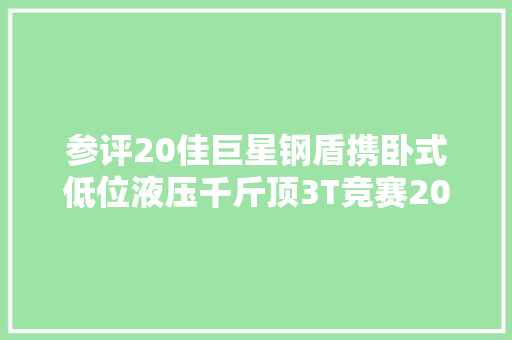
02浇注体系方案
模具浇注体系选用“3点针阀式热嘴转冷流道”进胶方法,3个针阀式热嘴不是一起进胶注塑,而是次序阀操控,根据模流阐发添补浸染依次洞开。
模具浇注体系
缘故原由:轿车门板为外不雅观件,不许可有熔接线,注塑时需求把熔接线赶到非外不雅观区域或肃清熔接线,经由选用3点次序针阀热流道体系,用油缸或气缸来操控3个热嘴头的洞开和封闭,以到达没有熔接线的注塑浸染。
进胶方位的选择,紧张是经由模流阐发来确定,胶口类型紧张是用大水口 和潜水。
但一点需求把稳:进胶方位都是在非外不雅观方位或门板装置起来后不易看到的方位,比方门板的底部。
进胶方位
03模胚年夜小确定
模胚形状尺度:1700X1250X1066mm,总重量约17吨,为大型注塑模具.
大型注塑模具
产品到模胚边最小尺度约为162mm 最大尺度约为182mm,2中央间距约为112mm
模胚边最小尺度
产品到A板底间隔约为180mm,产品到B板底间隔约为210mm
产品到A板底间隔约为180mm
产品到B板底间隔约为210mm
周圈定位最高为90mm,最底为50mm.
周圈定位最高为90mm
顶针板只用一块,厚度为120mm.
顶针板
底板和面板厚度为70mm
这些是这套模的尺度数据,对其它类型模具方案能够做参阅, 不知道该留多少厚度一向是方案新人的痛点,找古人做过的模具做参阅,心里才有底气!
04产品构造方案(斜顶)
此套门板模具 ,每个产品共7个扣位选用7个斜顶构造脱倒扣,斜顶组合方案选用斜顶头+斜顶杆+万向座,最常用的斜顶组合3剑客!
斜顶杆导向套选用2头管位中央避空格局,此种格局导向浸染最佳。
斜顶构造
斜顶头
斜顶组合
斜顶导套
其余,有2个斜顶方案选用了斜顶加顶块组合方案,使斜顶能够顺利脱扣
斜顶加顶块组合方案
缘故原由:斜顶顶部产品胶位是斜面,斜顶运动会铲胶,在斜顶顶部方案一个顶块,斜顶在顶块底部运动,有用避开与斜顶铲胶。附3D运动仿照仿真,让你有更深刻的认识。
斜顶顶部方案一个顶块 3D运动仿真
斜顶顶部方案一个顶块 3D运动仿真
斜顶顶部方案一个顶块 3D运动仿真
为避免斜顶与顶块一向摩擦,斜顶与顶块打仗面需做3-5度
斜顶与顶块打仗面需做3-5度
斜度斜顶杆方案了一个垫圈,便利调度斜顶杆长度,一起斜顶杆固定座螺丝加了一个垫片。
意图是避免螺丝松动,斜顶不能安全复合,合模会压坏前模芯。大模斜顶一定要这样方案。
垫片
05模胚定位方案
模胚外围选用方导柱定位,而不是圆导柱。
缘故原由:模胚尺度能够做得更小,节省成体,构造更紧凑。如果在模胚4个角方位加圆导柱,现在的模胚尺度是不足的,还要再加大,势必会添加本钱。
其余方导柱需加销钉定位,一起互助面镶耐磨块,便利研配。
方导柱
内模定位选用定模A板和动模B板四面围边方案,相称周圈管位。
内模四面方案了4面10度斜度定位,悉数镶12mm厚的耐磨片,为什么是12mm厚?
由于用M6或1/4螺丝锁是最空想的,耐磨片除了互助面和底面不避空,其它面都要避空。
耐磨片
内模四面方案了6个1度斜度精定位,相称于普通模胚外围的边锁,事理是相同的,只是方案格局变了,这是大模的不同之处。
1度斜度精定位
06顶出方案
模具顶针板选用4个液压缸顶出,进出油路到液压缸的间隔靠拢相同,确保同步顶出。
4个液压缸顶出
液压油路
产品选用 顶块+顶针+斜顶顶出。顶针最大是16mm,最小是8mm.
顶块+顶针+斜顶顶出
在门板喇叭口及产品圆柱子多方位,顶出包紧力大,方案了顶块顶出,避免产品顶高(顶白)
顶块顶出
顶块的顶杆垫了一个垫圈,由于模胚高度有偏差,需求调度顶杆长度,而一样平常顶杆比较长不好加工。
经由方案一个垫圈来调度顶杆长度,有用办理了这个问题,这是大模与小模异乎平凡的方案方法,非常值得学习的当地。
垫圈
07运水冷却排布方案
这套模选用“直通式水管+水井”冷却方案,运水直径为15mm,水井最小为20mm,最大为30mm,水路之间的间隔为55-65mm.
定模运水
动模运水
运水布局为”跟型方案”(运水随着产品的形状轮廓走方案),运水流动走向与产品注塑胶位流动方向相同。优点是能够分段调度产品型腔温度,利于产品尺度或变形调度。
定模在地侧装置一个集水器,动模在非操作侧靠地侧方向装置一个集水器,这样方案意图是就算漏水也不会漏到模具里边。
集水器
08内模避空方案
定模产品封胶面留45mm,其它方位悉数避空1mm,避空太多的方位做了耐磨块
定模产品封胶面留45mm
动模产品封胶面留45mm,其它方位悉数避空1mm,避空太多的方位不做耐磨块,定模做就能够了。
动模产品封胶面留45mm
为什么定模动模封胶面都要做避空?
从加工角度看,只需精加工封胶面,加工精度更有确保,其它避空面中光刀就能够了,提高加工功率。
从研配(飞模)角度看,封胶互助面减少,提高配模功率。
分形面避空是大模方案有必要要做的事情!
09把稳事变
01顶针板复位感应开关对角方案,高下各装2个,感应开关电源线悉数埋在模板里边,对角装另一个意图是检测顶出是否平稳。
感应开关对角方案
02中托司方案在液压缸边上,做液压缸运动导向,离太远随意马虎导致顶出不平衡。
中托司方案在液压缸边上
03顶板和底板宽度与模胚最大形状平齐,利于模具摆放平稳,给衔接集水器的水管留知足空间。
模胚最大形状平齐
小结:
01轿车门板注塑模具属于大型注塑模具。
02方导柱 精定位 四面定位方案是轿车门板注塑模具必备。
03斜顶与顶块同步顶出方案脱倒扣是这套模的一大亮点。
04斜顶杆 顶杆镶垫圈方案便利加工配模。
05喇叭口及多圆柱子方位下顶块,轿车门板注塑模具普遍选用的方案顶出方法
06运水方案跟产品形状轮廓走准没错。
大型注塑模具造价本钱高,小模不能犯错,大模更不能犯错,模具拆装一次一周时候没了,电脑锣返加一次几千上万块没了,多试一次模上万块没了。
大型注塑模具需求履历丰富的工程师,少试一次模,你一个月的薪酬就有了,这也是为什么好的轿车模具方案薪酬高的缘故原由 。
后半模
前半模
整套装置图
资料都是无私分享的!
须要的可以关注我私信我哦!
免费供应UG/CAD软件安装包,快捷键,UG根本教程,模具设计视频,模具3D图档等学习资料!
本课程非常适宜0根本或想要轻松入门、系统学习模具设计的同学。
这里有:
每晚8点,资深模具设计老西席视频直播授课,教你学模具设计
让你阔别无人辅导的困境,学习纯洁隧道的模具设计精华;
学习营内有浓厚的学习氛围,助你快速占领模具技能难关!