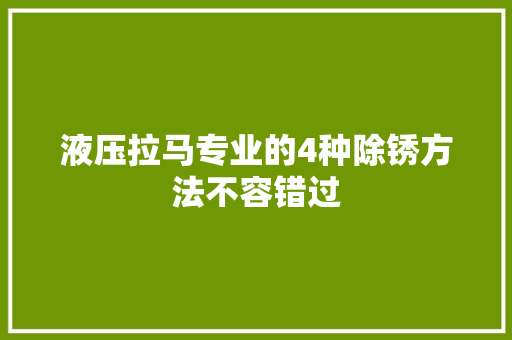
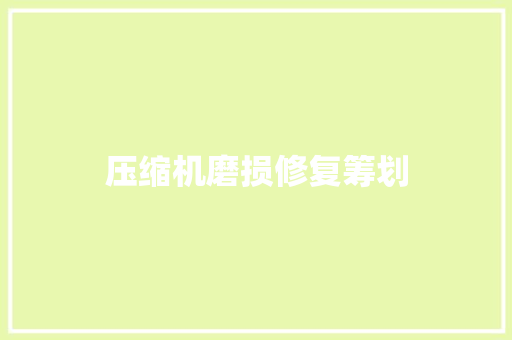
如图所示:让工件反向旋转,滚刀反向进给用力挤压工件,走刀仍为正向。这种方法能让眇小刀杆受到的切深抗力,主切削力分别指向刀架和向下压向刀架。使得全体系统的刚性与强度最好,能有效地减少刀杆的变形与振动,滚刀切入工件时,不让刀,不乱纹。能空想地滚出所哀求的的花形。实在,剖析一下,不丢脸出,这种方法其进给量,受力与外滚花完备同等,故可称为“外滚花加工的内移法”。操作者在利用该方法要把稳如下事变:
1、将工件内孔车至略大于哀求的尺寸,且表面粗糙程度无哀求。

2、滚花刀表面应和工件表面平行且高低对准工件中央。
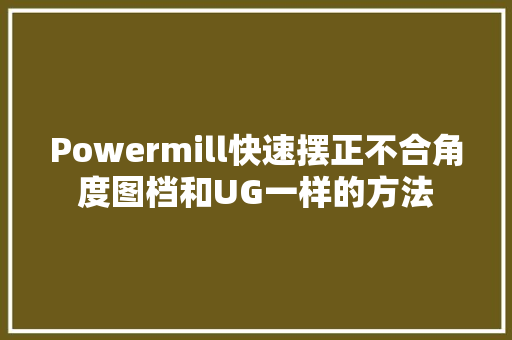
3、当滚花刀开始打仗工件时,运用较大的压力,使工件表面刻出较深的纹路,往后每次进给要快速用力挤压,才能担保滚花刀进入上一次的花纹轨迹,如进刀过慢,滚花刀就会将上次花纹啃去或者乱纹。
4、滚压时要多加机油或冷却液,起到相应的冷却润滑浸染,并及时清理滚花刀切屑。
5、要多次重复的滚压。
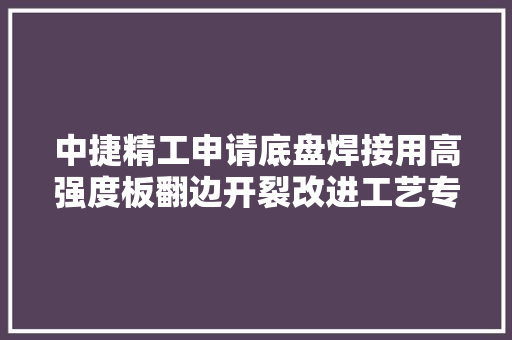
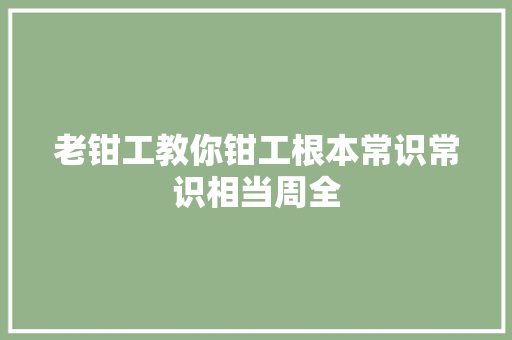
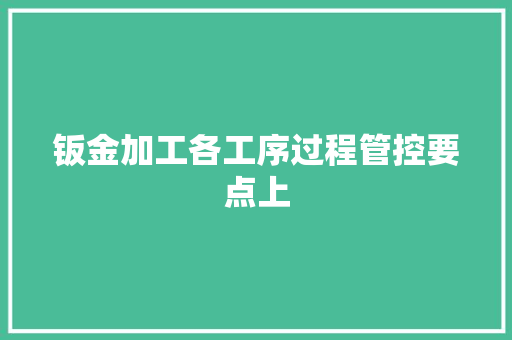
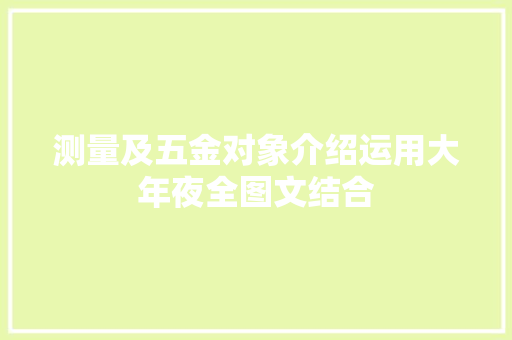
气息内孔滚花刀具
如果您对工件纹理有更高的哀求,我们还是建议利用内孔切削工艺滚花刀。如图所示,该刀具将切削滚花事理利用在内孔滚花中,令滚花更清晰,光洁度更高。纵然是高硬度,厚壁的产品也可以顺利进行滚花,提升内孔滚花各方面效果,加工运用面更广,受力更科学保护机床。
引用自:MLA 张士群. "小孔内滚花." 机器制造 38.11(2000):52.
Hison Tools嘉升刀具 ,专注滚花刀具研发与生产,正在为客户办理更多滚花问题而不断进步