本文以某侧围外板为研究工具,对侧围外板的废 料进行了合理的划分和利用,通过对废物合理利用的 工艺排布、剖析以及构造设计,实现了 9个制件共模开 发的成形方案。为汽车覆盖件冲压成形材料利用率 的提高和一模多件的成形方案供应了理论依据。
2材料利用率剖析2.1传统侧围材料利用率

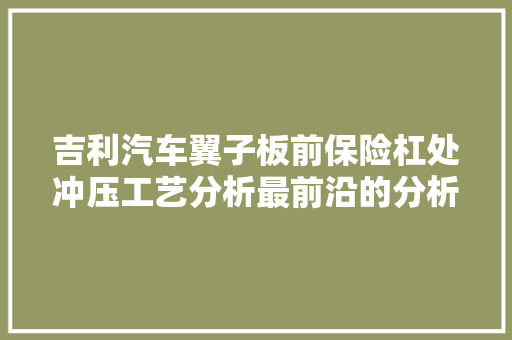
汽车冲压件尺寸最大、材料利用率最低的制件主 要有侧围,汽车侧围由于须要与顶盖、门、轮罩等覆盖 件进行装置,因此其形状非常繁芜,在成形过程中,使 用的坯料都是先通过落料模生产得到,侧围中的门 洞,前后侧废物尺寸一样平常较大,须要在落料过程中通 过割断滑出。
图1是传统侧围落料模的排样简图,从图1中可 以看出,周边废物1、4、5部分已经被割断当作废物排 出。中间门洞内的废物2和3部分也未考虑重复利 用,个中门洞废物长方向尺寸约700mm,割断后排出 废物滑槽中。车身材料利用率的打算方法大致相同, 本文涉及到的钢材利用率是指钢材利用在汽车本身 的比重,一样平常以制件的重虽或体积进行打算。式(1) 为钢材利用率表达式,经由打算传统的侧围外板材料 利用率仅为43%。
2.2新型侧围落料模材料利用率
为了能够合理有效的利用侧围外板的废物区域,首先根据侧围板料材质、板厚和落料模废物尺寸,拟 定出相应的小制件清单,通过不同的位置排布,剖析 小制件是否可以通过相互拼凑的办法来霸占落料模 废物尺寸空间,其次对其成形性进行剖析评估,末了 制订出几个排列方案。
对上述排列方案首先采取Autoform成形剖析软 件进行剖析,当结果无重大起皱、开裂等明显毛病时, 进一步对小制件相互的位置进行移动和优化,当小制 件的成形性较差时,可考虑改换其他制件。当所有制 件的拉伸、修边以及整形都知足工艺和模具构造空间 时,全体工艺方案完成。
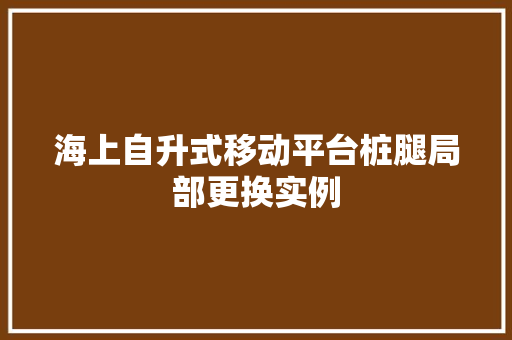
图2为拟定的新型侧围落料模排样简图,从图2 中可以看出,周围废物和门洞的废物区域都方案了其 他的小冲压件,个中在门洞两边支配顶盖轨道、侧边 面板、尾灯安装板;在侧围的轮廓外围支配挡泥板、尾 灯安装板、尾板加强板X柱内板、尾边板。
对该新型方案的材料利用率进行剖析。由于使 用的侧围板厚为0.65mm,废物重量约为8.Ukg,冲压 出来的所有制件重量占全体坯料的55%,打算得到该 方案的材料利用率约为80%。其次从落料压机数量 进行剖析,釆用上述组合落料模大幅节省了落料压料 的数量,从厂房、设备以及能源花费上有效地降落了 企业的各项本钱。
3模具构造设计3.1 OP10拉伸模的设计
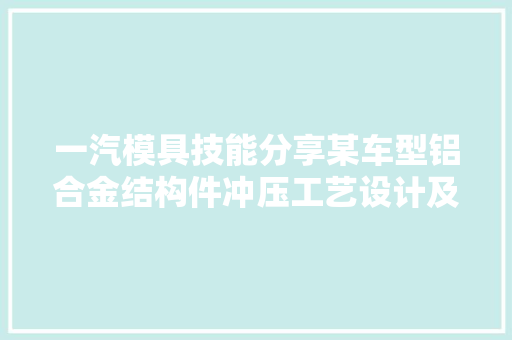
制件的工艺方案排布后,须要依赖合理的模具结 构来实现,以图3a中的前期方案出能够共模生产的4 个制件为研究工具,首先对构造进行相对位置的布 局,然后对制件进行工艺补充面的设计,如图3b所示, 根据拟定的模具尺寸支配顶杆、导正架和平衡块等关 键构造。
由于多制件共模的拉〖申模设计难度远高于普通 一漠一件的拉渖漠•因此针对制件相互间隔较近.空 间分布紧凑的现状在布S平衡块,导正架等组件时, «要综合考虑:其次由于割件轮奪的不规则,多组制 f牛的顶扦位置和Itfii需仔细技算.同时需考虑压边圈 受力的平衮性:最舌考虑到每组詞丨牛都有推料气缸. 在设汁气路连接时.要考患气动导正架的同步性.稳 定性,可谓性等:当模具设计完或舌须要采取自动化 干涉软f牛对构造S疔仿照分折S OP10拉伸模构造 如图4丐示..
3.2: OP20修边模的设计
拉伸模设计完成后,须要对制件轮廊迸行修边,首先对OP20的工艺内容进行排布:废物滑落空间, 吸盘位置.制件定位办法和位置.事情内容受力是否 均衡是多制件共模的紧张考虑的内容:
多制件共模的修边模设计难度远高于普通一模 一件的拉伸模,由于制件相互间隔较近,在设计中预 留合理的间隙,防止构造在运动过程中干涉。其次制 件的定位支配,平衡块的支配,压料器的强度,防侧向 力的机构须要逐步办理,当上述关键构造支配完成 后,还须要对多个废物共滑槽的环境进行设计,防止 滑槽角度不足无初始动能的环境OP20切边模如图 5所示。
3.3 OP30整形修边复合模的设计
一样平常而言,涉及到侧整修边的模具较为繁芜,在 这里多制件的上翻、割断、下整等事情内容都须要在 这一工序完成,因此在工艺排布时,须要将关键的结 构以大略构想图的办法表达出来,然后对其可行性进 行验证。图6a为修边整形模的工序内容,图6b为其 整形模的下模构造。在涉及过程中须要考虑斜楔机 构的行程、压料器与斜楔之间的运动关系等关键内 容,防止斜楔未完备退出与压料器进行干涉。
4压料器强度设计
虽然模具在工艺排布和构造设计中知足了一模 多件的空间需求,但在OP30修边整形复合模中,事情 内容繁芜且繁多,压料器为了躲避事情组件,常常出 现筋薄,筋间距较大,多处过桥筋等问题,在设计过程 中若没有精确考虑铸造加工工艺,极易存在比较明显 的应力集中征象,图7为OP30压料器局部较为薄弱 区域,在模具构造设计过程中,由于须要对铸件进行 合理的避空,以免造成某些区域Y方向的悬空较大, 使得压料器的构造强度变弱。
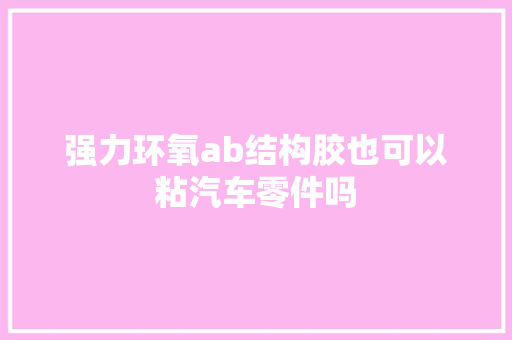
为了剖析改进后的压料器构造安全系数,现采 取abaqus大型通用有限元软件对压料器的构造进行 剖析。在加载过程中,首先对型面部分施加压料力和重力、其次对型面轮廓边缘面施加剪切力,边界条 件仿照实际压料过程中的几何约束。经由打算,图 8a为压料器的等效应力分布图,可以看出最大应力 为373MPa,小于压料器材质的抗拉强度,薄弱区域 的应力数值约在75MPa旁边。图8b为薄弱区域的Z 方向的变形分布图,变形约为0.035mm,知足模具的 刚度结果。从理论上剖析,虽然薄弱区域中Y方向的 悬长达到了 638mm,但其构造具有较高的安全系数, 打消铸造毛病、或加工应力集中,不会造成构造的脆 性断裂。
5结论
(1) 将侧围外板废物采取一模多件成形方案,材 料利用率能够提高约35%。同时大幅节省了落料压 料的数量,从厂房、设备以及能源花费上有效的降落 了企业的各项本钱。
(2) 在对一模多件的模具构造进行设计时,须要 根据制件之间的相对位置关系对构造部件进行合理 排布,当压料器等构造较为薄弱时有必要釆用有限元 剖析来评估其安全系数。