阅读韶光:约6分钟;
听完韶光:约12分钟;

小胡在一家家电工厂的PMC部门事情,最近他感到非常苦恼,由于工厂近期上线的产品都碰着了无法齐套生产的问题。不论是产品A还是产品C,要么短缺物料1,要么短缺物料2,总是无法凑足订单所需的数量,比如1000套。有时候一种物料可能有充足的库存,如1500件,而另一种物料却只有600件。
面对这种情形,小胡有两个选择:一是等待所有物料齐套后再开始生产;二是调度生产操持,确保能够根据现有物料进行最小齐套生产。例如,对付1000套A产品的订单,可能只能师长西席产300套;或者对付2000套B产品的物料,也只能师长西席产200套。
由于客户坚持要多少就得供应多少,小胡不得不采纳最小齐套的办法光降盆。然而,由于很多物料是共用的,确定最小齐套数量成了他最头疼的问题。如果只须要生产单一产品,排查起来还算随意马虎,但现在须要同时处理多种产品的生产需求。小胡想知道是否有快速排查的方法来办理这个问题。
最小齐套
要办理这个问题,须要先理解什么是最小齐套?
在离散制造过程中,“最小齐套”是指根据现有最少物料的数量来确定能够生产的最小完全产品数量,以确保每一套产品都是完全的且可以正常发卖或利用,这是一种优化生产操持、提高效率和减少摧残浪费蹂躏的策略。
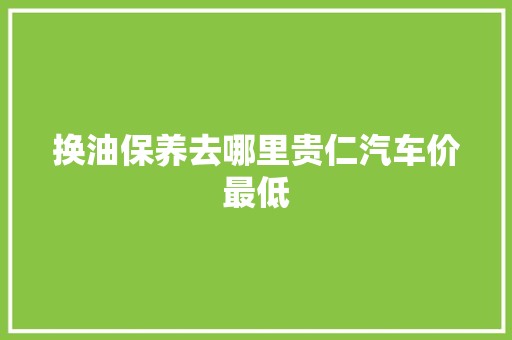
举例解释,下图中,母件A由4个零件组成(A1/A2/A3/A4),每个零件对应的定额分别为{1;2;1;1},库存为:{563;418;301;214},此时录入以下公式:
E7=FLOOR(MIN(D2:D5/C2:C5),1)
公式阐明:
D2:D5 表示零件A1到A4的库存量。
C2:C5 表示零件A1到A4的定额数量。
MIN(D2:D5 / C2:C5) 打算每个零件的实际可用数量(库存除以定额),然后找出这些比例中的最小值。
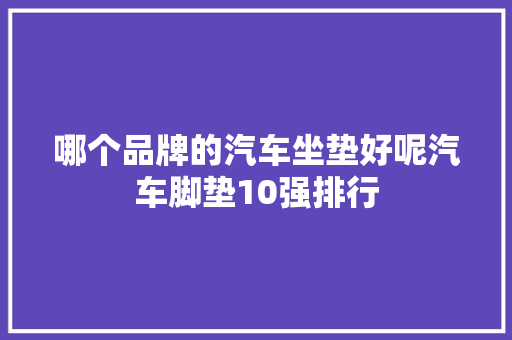
FLOOR(..., 1) 确保打算结果向下取整到最靠近的整数,从而得到可以生产的最小齐套数量。结果为:209
代表A母件可以生产209套。效果如下图所示:
资料准备
如果是针对单一产品的最小齐套打算,其产品逻辑和公式设计都非常大略易懂。但如果是涉及多个产品的打算,则会变得较为繁芜。这时,须要准备的资料也会增多,包括产品BOM表、产品MPS生产主操持、子件库存表、产品分解表以及产品库存扣减表等。
为了帮助大家快速理解多产品的最小齐套判断,这里我们用三个产品A、B、C来仿照多产品的齐套判断。首先,我们须要建立三个表格。个中第一个表格为产品MPS主生产操持表,A列列出产品名称,即须要生产的母件;B列则留空,用于填写后续通过公式打算得出的最小齐套生产数量。
表2:产品的BOM物料清单表,这张表是子件分解的核心,也是判断最小齐套的关键。其格式为:A列为母件,B列为子件,C列为定额。这是一张标准的一维母子件格式的BOM清单。
表3:设计为库存明细表加分解表。A列为产品名称,B列为当前库存量,C列为第1次扣减量,D列为第2次扣减量,以此类推。根据须要打算多少个产品的最小齐套量,就预留相应数量的列来进行扣减。
开始打算
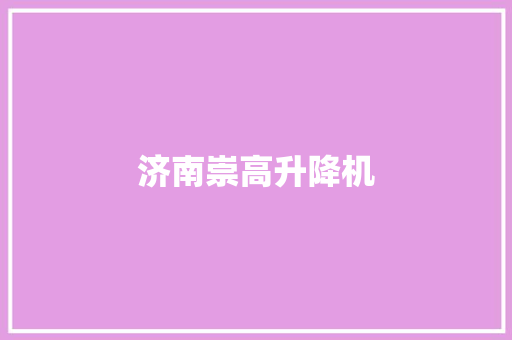
整理好上述三张表后,就可以开始打算了。打算的事情量取决于产品的数量,产品数量越多,打算量越大。首先,我们设计第一个产品的算法。新建表4作为分解表,在A到G列分别录入以下标题:“母件”、“子件”、“定额”、“库存”、“最小齐套”、“最小需求”和“剩下库存”。接下来,分别录入以下公式:
A2=INDEX(FILTER('2.BOM'!A:C,'2.BOM'!A:A='1.MPS'!A2),,1)
B2=INDEX(FILTER('2.BOM'!A:C,'2.BOM'!A:A='1.MPS'!A2),,2)
C2=INDEX(FILTER('2.BOM'!A:C,'2.BOM'!A:A='1.MPS'!A2),,3)
D2=XLOOKUP(B2#,'3.库存'!A:A,'3.库存'!B:B)
E2=FLOOR(D2#/C2#,1)
F2='1.MPS'!B2C2#
G2=D2#-F2#
以上公式阐明:
A2: 利用INDEX和FILTER组合查询与产品A干系的子件信息,返回子件名称。
B2: 返回该子件的定额数量。
C2: 返回子件的定额数量。
D2: 利用XLOOKUP函数查询子件B2在库存表中的库存量。
E2: 打算该子件的实际可用数量(库存除以定额),并向下取整。
F2: 打算产品A的最小需求量(即产品A的最小齐套生产数乘以子件的定额)。
G2: 打算子件的剩余库存量(即库存量减去最小需求量)。
这里打算出产品A的最小齐套是212后,切换到表1,在产品A对应的B列录入公式:
B2=FLOOR(MIN('4.分解'!E2#),1)
公式阐明:
这个公式打算了产品A所有子件的最小齐套数中的最小值,即产品A能够生产的最小齐套数量。
接下来便是重复第二个产品,连续在I到O列录入标题:“母件”、“子件”、“定额”、“库存”、“最小齐套”、“最小需求”和“剩下库存”。连续录入以下公式:
I2=INDEX(FILTER('2.BOM'!A:C,'2.BOM'!A:A='1.MPS'!A3),,1)
J2=INDEX(FILTER('2.BOM'!A:C,'2.BOM'!A:A='1.MPS'!A3),,2)
K2=INDEX(FILTER('2.BOM'!A:C,'2.BOM'!A:A='1.MPS'!A3),,3)
L2=XLOOKUP(J2:J5,'3.库存'!A2:A9,'3.库存'!C2#)
M2=FLOOR(L2#/K2#,1)
N2='1.MPS'!B3K2#
O2=L2#-N2#
公式阐明:
事理基本一样,把稳库存引用这里是引用库存的C列,也便是扣减完产品A后的库存。
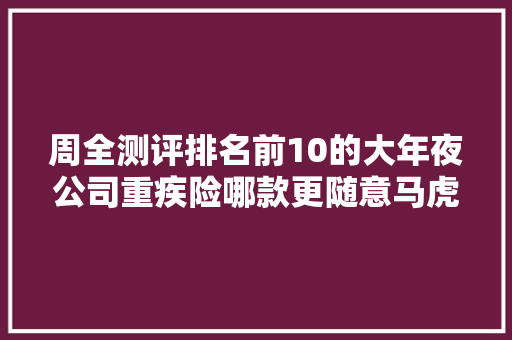
切换到表3库存表中,把表4分解A产品后,也便是扣减完最小齐套212套后的库存引用过来,录入以下公式:
=IFNA(XLOOKUP(A2:A9,'4.分解'!B2:B5,'4.分解'!G2#),B2:B9)
后面便是不断的重复,等所有的产品都进行分别扣减后,就打算出所排程MPS的最小齐套数量了。如下图所示:
末了总结:
小胡在面对多产品最小齐套问题时,通过合理方案和利用Excel公式实现了高效的办理方案。首先,明确了最小齐套的观点,即根据现有最少物料的数量来确定能够生产的最小完全产品数量,确保每一套产品都是完全的且可以正常发卖或利用。接着,通过实例演示了如何利用Excel中的FLOOR和MIN函数结合物料清单(BOM)和库存数据来打算单一产品的最小齐套数量。
为了处理更繁芜的多产品情形,小胡准备了一系列关键资料,包括产品BOM表、MPS生产主操持、子件库存表、产品分解表以及产品库存扣减表。通过创建专门的分解表,逐一打算每个产品的最小齐套数量,并通过Excel中的INDEX、FILTER和XLOOKUP函数来查找和更新数据。打算完成后,通过在库存表中运用XLOOKUP函数,将每次打算后更新的库存量引用过来,实现对库存的动态跟踪。
终极,通过不断重复这一过程,小胡能够准确打算出所有排程产品的最小齐套数量,有效地办理了多产品最小齐套问题,提高了生产操持的灵巧性和准确性。这种系统化的方法不仅简化了打算流程,还提高了生产效率,确保了能够及时相应客户需求的同时减少物料摧残浪费蹂躏。