图1 零件三维构造
1图样技能剖析

根据零件图纸技能哀求,零件尺寸实行ISO 2768 M级公差标准,其尺寸精度哀求最高的是轴孔,镗孔后的精度为
mm;形位公差哀求孔的轮廓度和孔的位置度为0.2 mm,孔的同轴度为0.03 mm,粗糙度需达到Ra1.6 μm。由于后期零件须要通过玄色氧化处理,在零件表面天生0.01 mm厚度的保护性氧化膜,为确保处理后零件尺寸精度,所有尺寸加工后留单边余量-0.01 mm。
由于零件属于不规则异形薄壁件,加工过程中存在以下难点:①如何合理选择零件加工摆放角度,尽可能在第一次粗加工中去除更多的材料,同时担保反面加工时夹具随意马虎制作;②由于零件的长宽频年夜,壁厚较薄,如何在加工过程中减小变形;③反面精加工时夹具的制作;④确保2个φ12 mm薄壁轴孔的镗孔精度和同轴度。
2数控加工工艺策略剖析
企业现有30台三轴数控机床和3台五轴数控机床,从加工本钱和提质增效考虑,为了充分发挥三轴数控机床加工本钱低和五轴数控加工精度高的上风,异形支架零件采取整体加工技能方案:先在三轴数控加工中央完成零件的正、反面粗加工,尽可能去除多的材料,同时为担保零件加工精度与减少装夹次数,尽可能利用最少工序完成零件加工[2],由五轴数控加工中央完成零件的半精加工和精加工,后期通过玄色氧化处理完成零件制作。
2.1 零件材料和毛坯尺寸的选择
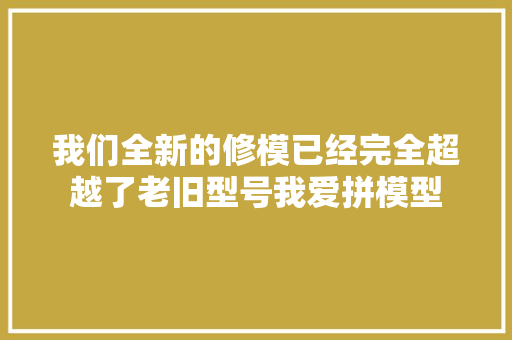
由于支架零件属于汽车底盘关键部件,哀求零件具有足够强度的同时尽可能减轻质量,选取的材料为7057-T6铝块。根据二维零件投影图显示零件的尺寸为291.31 mm×127.5 mm×247.6 mm,结合零件在加工过程中的摆放角度(见图2),选择加工毛坯尺寸为360 mm×140 mm×135 mm。
图2 零件加工时摆放
2.2 粗加工策略与剖析
2.2.1 零件粗加工时的装夹与定位
零件正面的粗加工可以通过虎钳装夹完成,并在零件的正面加工用于反面粗加工的基准面和装夹位。由于加工的是薄壁件,为了防止在加工过程中因夹紧力分布不屈均而涌现吃刀或让刀征象,造成零件加工余量分布不屈均,基准面和装夹位应均匀分布在零件薄壁处,如图3所示的5个矩形面C。在5个矩形面加工定位基准面A,同时在距定位基准面A的下方10 mm处,采取4 mm厚的T形铣刀铣出深3.5 mm矩形槽位,用于反面粗加工的定位与装夹,仿照加工结果如图4所示。将正面粗加工的定位基准面和装夹位的刀具路径镜像复制至反面,在反面加工定位基准面B和装夹位,仿照加工结果如图5所示。零件热处理后通过基准面B的定位和定位基准面A,为零件精加工时的定位和装夹做好准备。
图3 零件正面粗加工基准面位置
图4 定位基准面A
图5 定位基准面B
2.2.2 零件粗加工工艺剖析
在编写粗加工的刀具路径前,通过补面的办法构建赞助面,如图6所示,把零件所有型腔区域和孔先封闭,避免加工过程中小直径刀具进入型腔区域和孔进行切削,造成型腔区域和孔涌现踩刀或侧壁过切等征象。半精加工时再根据型腔和孔的尺寸选择不同的刀具进行加工。
图6 封闭型腔和孔前后的零件比拟
以正面的粗加工为例,在MasterCAM软件3D曲面加工中采取优化动态粗切加工办法进行编程,粗加工选用的刀具和切削参数如表1所示。为了延长刀具利用寿命和提高零件加工精度,同时加工时能够选择更高的切削速率和进给率,必须掌握刀具的伸出长度,确保加工过程中刀具具备一定的刚性,因此采取刀柄长度为50 mm的φ12 mm合金波刃平铣刀进行粗加工,该刀具在Z方向加工的最深深度为-124.5 mm。选择剩余区域粗加工编程办法,利用刀柄长度为100 mm的φ20 mm平铣刀去除D12平铣刀粗加工剩余的材料。为了肃清热处理工序造成的变形偏差影响,同时防止因预留的加工余量过小而产生废品,粗加工后预留的单边加工余量为2 mm。
表1 正面粗加工的切削参数
用φ10 mm的平铣刀精修图4所示A处的5个定位基准面,并用T20×4的T形铣刀在距定位基准面下面10 mm处铣出下道工序的5个装夹位。
零件反面的粗加工采取相同的编程加工办法,切削参数除了Z向深度根据实际加工深度选择外,其它参数设置、切削用量和刀具选用与正面粗加工基本同等。
2.2.3 零件粗加工后的热处理
在粗加工的过程中,为了更加高效地去除材料,采取大进给速率和吃刀深度,零件在切削过程中由于受到切削力和切削热的浸染产生弹性形变和塑性形变,造成加工内应力,零件随意马虎发生变形。为防止零件在精加工后开释应力而变形,影响精加工的尺寸精度,零件在完成正、反面的粗加工后必须进行去应力退火处理:将零件放在加热炉内,炉温升至260 ℃保温3 h后缓慢冷却至常温,在常温下时效处理24 h。
2.3 精加工策略与剖析
2.3.1 精加工的定位与装夹
以精修后的基准面A作为定位基准,在间隔基准面10 mm处的矩形槽用压块压紧零件,完成反面的半精加工和精加工。
完成反面精加工后,在零件所有的薄壁处与平面处用502胶水粘贴ABS塑料块做为正面加工的支撑块。在编程坐标零平面处,采取φ10 mm平铣刀将粘贴后的塑料块铣出同一高度的平面,并在此平面上粘贴1块厚度为15 mm的定位块。在定位块上加工6个φ10 mm的销孔和8个M6 mm的螺钉孔用于正面精加工的定位与装夹,如图7所示。
图7 定位块
2.3.2 精加工工艺剖析
由于零件属于薄壁异形件,所有半精加工和精加工都需在五轴数控机床上完成。现利用的是双转台五轴数控机床,即主轴只在Z方向做垂直运动,事情台可以绕X轴和Z轴旋转(即B轴和C轴),2个旋转轴构成一个整体双转台构造,加工过程中事情台旋转并摆动。此类机床的特点是主轴刚性较好,加工中可以利用大的切削量,但是受转台尺寸的限定,只适宜加工体积小、质量轻的零件[3]。为了防止事情台的B轴在旋转大于
时碰撞主轴,需在零件下方放置高度为120 mm的垫块。
以反面精加工为例,在MasterCAM软件采取3+2定轴加工编程模式,为了确保半精加工后的加工余量合理且均匀分布,分别利用φ12 mm和φ10 mm的平铣刀,通过残料区域粗加工和45°角平行式曲面精加工2种编程办法完成零件反面的半精加工,再利用φ6 mm的平铣刀和φ11.9 mm的钻头完成图6(a)中型腔区域和孔的粗加工和半精加工,所有加工区域留0.1 mm的精加工余量。对付有加工精度和同轴度哀求的上、下孔,如图8所示,需用φ12.02 mm铰刀完成孔的精加工后,再加工上、下孔之间的槽位。
图8 有同轴度哀求的上孔与下孔
在精加工工序中,分别用φ10 mm和φ8 mm的平铣刀以形状铣削办法完成所有面的精加工,精加工余量为-0.01 mm。再分别利用R5、R3、R2 mm球刀以及6×45°倒角刀对零件进行清角加工。各刀具反面半精加工和精加工切削参数用量如表2所示。
表2 反面半精加工和精加工切削参数
()
2.3.3 精加工后的处理
在完成零件精加工后,为了去除粘贴在零件反面的ABS塑料块,把零件放入加热炉内升温至120 ℃,待ABS塑料块变软后将其撕下,然后将脱胶剂喷洒在零件表面,把剩余的ABS残料洗濯干净,最后进行零件的玄色氧化处理。
▍原文作者:隆丹宁
▍作者单位:广西电力职业技能学院