汽车覆盖件多为空间自由曲面构造,形状繁芜,成形过程涉及几何非线性、材料非线性和繁芜的打仗与摩擦等问题,材料流动不易掌握,变形规律不易节制,且受模具调试现场环境、润滑条件、压力机性能等成分的影响,冲压成形时零件产生的质量问题较多。某车型前风窗下板上部与前风窗外板搭接,下部与机盖外板相连,是车身上主要的外不雅观件,其表面质量哀求高,不许可涌现起皱、波纹、压痕、冲击线和滑移线等毛病。
因前风窗下板安装与合营功能哀求,该零件形状不规则,成形难度较大。工艺设计时对其工艺补充形式进行反复优化,并对拉深模零件型面设计的可行性和可靠性进行量化剖析和判断,通过有效方法办理零件在调试过程中涌现的外不雅观毛病。

车身零件开拓流程
1
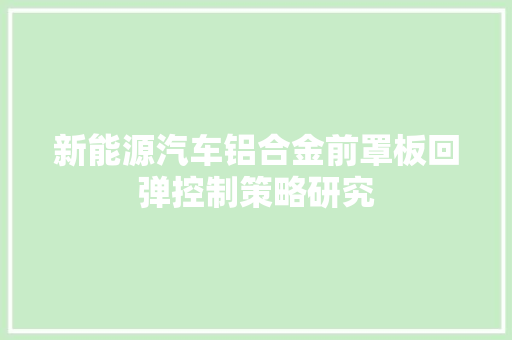
在车身零件开拓过程中引入CAE成形仿真剖析,可缩短模具制造周期,提高零件成形质量,车身零件开拓流程如图1所示。
图1 车身零件开拓流程
由图1可以看出,从零件数模到量产零件的全体开拓过程中,CAE剖析成形仿真是关键环节,是对冲压工艺和模具构造设计的虚拟验证。根据验证结果调度和优化零件数模、工艺方案和模具构造,最大限度降落模具调试时的质量风险。在模具调试环节,由于现场实际条件与仿真剖析时的工艺参数有差异,通过模具局部修正办理零件产生的一些隐性毛病,终极担保零件的稳定生产。
前风窗下板案例剖析
2
以某车型前风窗下板为例,根据其构造特点和成形仿照结果进行分外的工艺补充设计,模具初始调试时外表面涌现滑移线,圆角及型面有压伤、压痕等质量毛病,通过剖析问题产生的缘故原由,制订了相应的整改方法并进行验证,终极调试生产了合格零件。
01
零件特色剖析
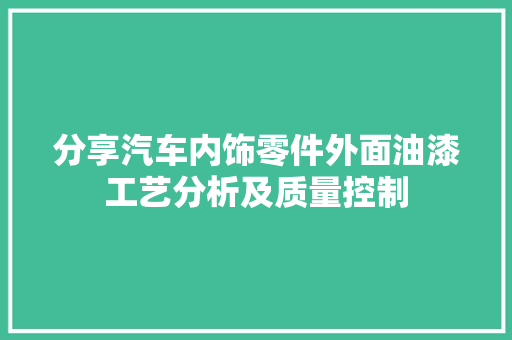
图2 零件数模及局部截面
某车型前风窗下板如图2所示,材质为DC56D+Z,厚度为1.0mm,坯料尺寸1870mm×410mm,零件特色剖析如下。
中间部位(标示1、2处)型面过渡圆角为R3mm,侧壁拔模角仅1.5°,直接拉深成形存在开裂风险,需采取过拉深工艺,后工序整形到位。
两端区域(标示3、4处)呈深V形,由于零件外不雅观品质哀求,三面圆角部分均需拉深成形。对该部位冲压成形过程剖析如下:①若端部板料流入量过大,内部多料严重,导致终极起皱部位无法展平;②若板料约束较紧,限定端部板料流入量一定导致尖角部位开裂。这2点对付掌握冲压过程中的进料量和进料速率互为抵牾,是零件冲压成形的难点。
零件工艺方案设计为:拉深→修边/侧修边/冲孔→修边/侧修边/侧冲孔→翻边→整形。经由剖析,该零件的终极成形质量紧张取决于拉深工序的成形质量。
02
拉深模零件型面设计
根据冲压工艺干系知识和履历进行拉深模零件型面设计。
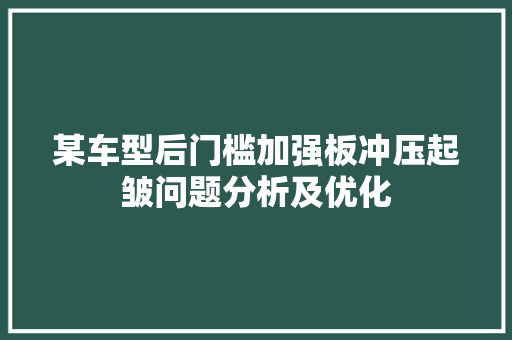
图3 冲压方向及压料面形状
以零件前后侧最高点同时触料为基本原则确定冲压方向,压料面随零件型面变革趋势设计,应平缓过渡,图3所示为冲压方向及压料面形状。
(a)局部工艺补充型面
(b)C-C截面
图4 局部工艺补充形状
在进行工艺补充设计时,考虑零件两端成形难度大,为防止进料速率较快时外不雅观面易起皱,在凸模圆角处设计拉深槛(最高处5mm,均匀过渡),以增加进料阻力,在冲压过程趋近完成的终极阶段使板料充分拉深。图4所示为局部工艺补充形状,椭圆标示工艺补充为拉深槛构造设计。
图5 拉深模零件型面
完善工艺补充、合理支配拉深筋,以得到最佳的材料流动速率和零件刚度及合格的拉深件。拉深模零件型面如图5所示。
图6 零件成形仿真结果
利用CAE软件进行成形过程仿照得到最优的仿真剖析结果(成形性、减薄率、增厚率、冲击线和滑移线、主应变等),零件外不雅观面基本无起皱,尖角部位未发生分裂,零件成形仿真结果如图6所示。根据剖析结果确定了拉深工艺参数为:成形力3200kN,压边力500kN,压边圈行程150mm。
03
调试问题及缘故原由剖析
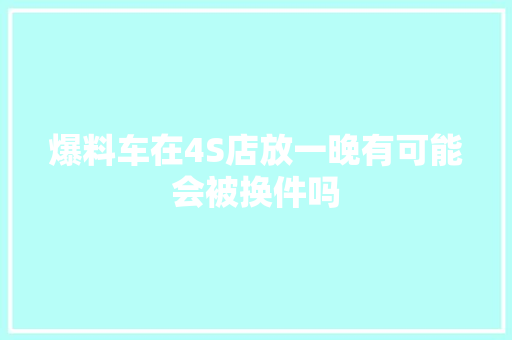
根据冲压工艺方案和成形仿真剖析得出的工艺参数进行模具调试,首先通过调度坯料切角尺寸和压边力(终极确定为720kN)、成形力(终极为4400kN),担保了零件外表面不涌现开裂和起皱,但零件上部棱线圆角处滑移线明显,局部型面和下部凹圆角有压痕、压伤。图7所示为拉深件毛病,直线标记为滑移线,曲线标记为圆角压痕,圆形标记为型面压伤。
(a)零件左侧区域
(b)零件右侧区域
图7 拉深件毛病
剖析零件构造特色创造,中间部位由于拉深深度的变革,导致棱线两侧进料速率不屈均,外侧进料较快而在棱线里侧产生滑移线,且深度变革越大的部位滑移线越明显。棱线处的板料在成形过程中同时受拉伸应力和剪切应力的浸染,个中某点的应力应变空间模型如图8所示。当2个方向上的应力差别较大时,一定会产生位移,导致滑移线的产生。图8中δ表示拉伸应力(应变),以伸长为正,缩短为负;τ表示剪切应力(应变),以直角减小者为正,增大者为负。
图8 应力应变空间模型
零件在成形过程中产生压痕、压伤是因模具零件型面的粗糙度差且研合率低及局部有硬点造成。
04
整改方法及效果验证
针对零件的成形毛病,首先需对模具零件进行抛光处理,型面打磨成镜面,粗糙度值达到Ra0.8μm。在模具二次上机调试前连续带件研合,打磨硬触点。终极担保拉深筋内侧压料面及凸模与凹模型面研合率达到90%以上,同时凸圆角侧紧密打仗,凹圆角侧空开,两端弧面触点密集。
图9 调试合格的拉深件及成品件
在模具调试过程中,根据零件不同部位成形深度不同,通过调度调压垫的高度增大棱线外侧的压料力,深度越大的部位对应的压料力越大,并只管即便使两侧均匀进料,终极担保了棱线处板料滑移间隔在1个圆角以内,图9所示为调试合格的拉深件及成品件。
如果你是想往模具设计方向发展,可以加入我创建的千人模具设计社群一起学习、互换、磋商(无广告);私聊我回答“社群”,即可得到入群办法!
私聊我回答“学习”,我会送你干系课程学习