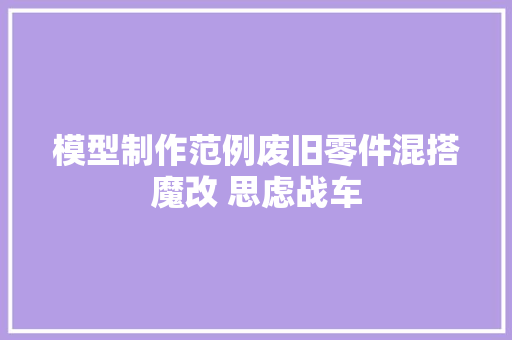
前罩板采取5182铝合金,料厚为0.9 mm,形状尺寸为1 753 mm×1 376 mm×150 mm,通过AutoForm剖析得出零件侧壁及法兰边有回弹趋势,回弹最大值约为5 mm,如图1所示,在零件生产和整车焊接、装置过程中存在零件回弹合格率低和整车装置精度差的问题。
图1 CAE剖析前罩板回弹

1.1 零件回弹合格率低
在前罩板生产过程中,法兰边随意马虎涌现回弹和下塌,导致零件合格率低,不知足装车匹配哀求(实测68%,标准90%以上)。零件局部法兰边面差三坐标丈量点如图2所示,其丈量数据如表1所示。由表1可知,零件法兰边尺寸状态不稳定、平行度较差,不知足装车匹配需求。
图2 三坐标丈量点
表1 法兰边面差三坐标丈量数据 ( mm )
1.2 整车装置精度差
在后续焊装车间辊边和涂装车间电泳处理后,前罩总成整体发软且随意马虎变形,导致整车前罩外不雅观间隙面差不知足尺寸哀求,前罩总成与前格栅灯匹配段差达到2.67~3.56 mm(标准为±0.7 mm)。
2回弹缘故原由剖析
2.1 原材料
前罩板材料一样平常为DC03、DC04、DC05钢板和5182、6016铝合金,材料性能参数如表2所示,5182和6016铝合金伸长率只有23%,屈从强度比较钢板低,零件成形性较差,导致回弹加剧,以是铝合金回弹趋势较钢板严重。
表2 材料性能参数
2.2 零件构造
前罩板是汽车前罩的主要组成部分,须要提升整体刚度和强度以知足C-NCAP碰撞安全性能指标,同时须要软性的前罩板材料知足PPS行人保护性能指标。因此前罩板刚性整体偏软,强度较差,随意马虎产生回弹[5]。前保险杠区域没有增加掌握回弹造型的CAE剖析(见图1(a)),回弹值为2.6~4.9 mm;前保险杠区域沿车身长度方向增加掌握回弹造型的CAE剖析如图3所示,回弹值为1.5~1.7 mm,解释增加的造型可有效掌握回弹,相同位置回弹减少1.0~2.5 mm。
图3 增加造型后的回弹数据
2.3 CAE回弹补偿方案
传统燃油车前罩板材料一样平常为DC03、DC04、DC05钢板,铝合金前罩板利用较少,厂家在钢板模具开拓及制作方面履历丰富,铝板模具开拓及制作履历相对不敷。在对零件进行CAE仿照剖析时,钢板理论回弹补偿方案一样平常为1∶2(回弹补偿量是CAE仿照回弹数据的2倍),铝合金理论回弹补偿方案一样平常为1∶4(回弹补偿量是CAE仿照回弹数据的4倍),以是铝合金回弹补偿方案更繁芜多变,导致零件质量状态不稳定、合格率低。
3制订整改方案
在模具设计阶段,采取AutoForm剖析软件对零件进行全工序CAE仿照剖析,得出理论回弹数据,结合铝合金零件现场整改履历,从冲压工艺、回弹补偿策略、现场整改等方面对零件回弹进行整改。
3.1 冲压工艺
根据前罩板零件构造和冲压生产哀求,零件冲压工艺设计为OP10拉深→OP20修边冲孔→OP30修边冲孔→OP40整形冲孔。在拉深时零件所有型面已成形到位,后续不带余量整形为后期现场调试匹配整改法兰边预留空间,如图4所示。
图4 冲压工序
3.2 回弹补偿策略
通过冲压仿照软件AutoForm对零件进行CAE剖析,零件成形极限如图5(a)所示,无开裂风险,零件减薄率如图5(b)所示,减薄率为8%~13%,知足<15%哀求。
图5 成形性剖析
零件回弹补偿前CAE剖析见图1(a)所示,零件辊边周圈的法兰边回弹较严重,回弹值为1~5 mm,不知足±0.5 mm的公差哀求。针对回弹问题,结合CAE剖析结果和现场整改履历,设计整体补偿策略:OP10拉深补偿1.5~4.0 mm,OP20型面符型拉深回弹,OP30型面符型零件,OP40型面符型零件,如图6(a)所示。按最新补偿方案进行CAE验证,回弹值为±0.4 mm,知足±0.5 mm的公差哀求,如图6(b)所示。
图6 回弹补偿策略
3.3 现场调试整改
模具设计完成后,进入后续调试整改阶段,首先将全工序模具零件研合率提升到85%以上,如图7所示。模具零件型面研合率达标后成形该零件,利用检具丈量零件,零件上设置9个基准丈量点,如图8所示,个中有4个基准回弹在0.3~1.2 mm,零件不合格(基准标准为±0.2 mm),如表3所示,零件整体合格率为68%,不知足90%的合格率标准。
图7 各工序研合
图8 基准丈量点
表3 基准三坐标丈量数据 ( mm )
对零件各工序件进行蓝光扫描,将扫描结果与零件数据进行比拟剖析,如图9所示,回弹趋势与三坐标丈量数据基本同等。根据扫描和丈量结果制订下一步回弹补偿策略:OP10型面补偿-2.0~2.5 mm,OP20符型OP10型面,OP30符型OP20型面,OP40符型OP30型面,整改方案如图10所示
图9 各工序拟合扫描
图10 整改方案
4验证结果
从首轮全工序件开始用时4个月,利用CAE仿照验证剖析,同时结合铝合金模具开拓履历,现场调试整改4~5轮(包含2轮全工序模具零件整体降落型面-2.0~2.5 mm)。整改后零件成形效果较好,9个基准面全部贴合,零件合格率在90%以上,知足整车尺寸装置哀求,如图11所示。
图11 零件检测
▍原文作者:张恒,张天平,雷洋,将庆顺,张玉成
▍作者单位:赛力斯汽车有限公司 产品与技能研发体系