螺纹尾端毛刺
管切割后的毛刺

齿轮毛刺
钻孔后的毛刺
毛刺的危害之一便是随意马虎割伤!
为了去除毛刺,常日须要进行称为去毛刺的二次操作。精密部件的3次去毛刺和边缘精加工可能占成品部件本钱的30%。此外,二次精加工操作难以自动化,以是毛刺真的变成了很棘手的问题。
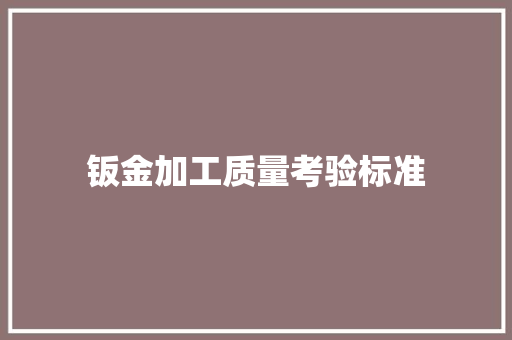
大家头痛的易涌现毛刺的地方都在这里了
加工过程中进给方向毛刺(入口和出口毛刺)侧向和切割方向毛刺
如何办理毛刺
01
化学去毛刺
化学去毛刺是利用化学能进行加工,化学离子会附着在零件表面,形成电阻大、电导率小的膜层,保护工件不受到堕落,而毛刺由于赶过表面,可以通过化学浸染去除掉毛刺。这种去毛刺的方法被广泛运用于气动、液压、工程机器等领域。
02
高温去毛刺
先将须要去毛刺的零件放入紧固的密封室内,然后将其整体送入有一定压力的氢氧稠浊气体中,点火使稠浊气体爆炸,放出热量,将零件的毛刺烧掉,不会伤及零件。
03
滚磨去毛刺
将零件与磨料一同放入封闭的滚筒中,在滚筒迁徙改变的过程中,动态扭矩传感器、零件与磨料一起产生磨削,去除毛刺。磨料可以用石英砂、木屑、氧化铝、陶瓷以及金属环等等。
04
手工去毛刺
这种方法比较传统也是最费时、费力的。紧张是通过人工用钢锉、砂纸、磨头等工具进行打磨。现在生产中最常用的是修边刀。
05
工艺去毛刺
边缘倒圆可以指所有去除金属部件边缘的动作。但是,它常日与创建零件边缘的半径干系联。
边角倒圆
边缘倒圆不是大略地去除锋利度或去毛刺,而是冲破金属部件的边缘,以改进其表面覆盖涂层并保护其免受堕落。
边缘圆角机包括:
旋转挫:适用于激光切割,冲压或机加工零件的边缘。
手动研磨机:适用于须要磨削和边缘倒圆或去毛刺的金属加工项目。
分外难题铣削零件中的毛刺
在铣削零件中,去毛刺更繁芜,本钱更高,由于铣削不同尺寸的不同位置会形成多个毛刺。这时候选择精确的工艺参数以最小化毛刺尺寸就显得尤为主要。
影响端铣毛刺形成的紧张成分
①铣削参数、铣削温度、切削环境等对毛刺的形成会产生一定的影响,部分紧张成分如进给速率、铣削深度等的影响通过平面切出角理论和刀尖退出顺序EOS理论表示出来。
②工件材料塑性越好,越易形成I型毛刺。在端铣脆性材料的加工过程中,如进给量或平面切出角较大,则有利于III型毛刺(亏缺)形成。
③当工件的终端面与已加工平面之间的角度大于直角时,因终端面支承刚度增强,能抑制毛刺的形成。
④铣削液的利用有利于刀具寿命的延长,减小刀具磨损,润滑铣削过程,进而减小毛刺尺寸。
⑤刀具磨损对毛刺的形成有很大的影响,当刀具磨损到一定程度,刀尖圆弧增大,不仅刀具退出方向毛刺尺寸加大,刀具切入方向也会有型毛刺天生。
⑥其它成分如刀具材料等对毛刺的形成也有一定的影响。在相同的切削条件下,金刚石刀具较其它刀具更有利于抑制毛刺形成。
那如何有效处理退刀时产生的毛刺
只管即便压缩毛刺产生的空间
要抑制退刀时产生的毛刺,肃清毛刺产生的空间是一种有效方法。譬如退刀前可采纳倒角处理等缩减空间的方法
采取适当的切削条件抑制毛刺
要只管即便减少切削残留量,必须选择最适宜的刀具和切削条件。选用前角大、切削刃锋利的刀具。提高切削速率,改进切削特性。尤其是精加工切削时,须采取最小的切深量和进给量。
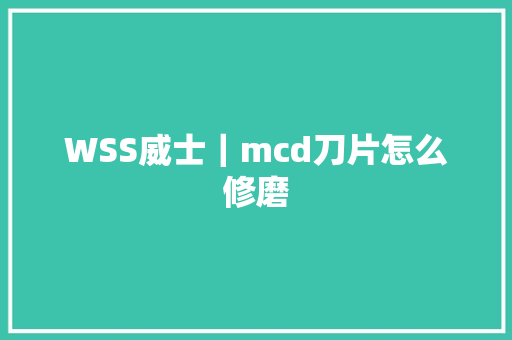
刀具与加工工件空间大小,决定了毛刺的大小,我们来看一下下面这个关系图。
其实在加工的过程中,毛刺无可避免,以是最好还是要从工艺上办理毛刺问题,避免人工的过多参与。利用倒角立铣刀能缩减毛刺产生的空间,能有效去除毛刺,也是打消毛刺很适用的方法。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删除。
加入【制造互换圈】领5000个机器视频;
领1000个机器动图,领5000个机器图纸;
领上千G 机器资料,和机器老兵学机器。
(此处已添加圈子卡片,请到今日头条客户端查看)