前 言
在汽车零件的诸多联接办法中,与焊接、粘接和卡扣联接等比较,拧紧联接是更为常见的固定与联接办法。个中自攻螺钉拧紧装置办法因具有一系列优点而在汽车塑料件装置中得到了广泛运用。

但在实际生产过程中,由于设计、制造、操作以及环境等缘故原由,可能导致塑料件在自攻拧紧过程中发生诸如开裂、打滑(达不到规定的拧紧力矩)等失落效问题,从而造成零件松动,轻则产生异响,重则造成零件脱落,乃至可能会影响车辆功能和行车安全。
为此,笔者对剖析过或理解的塑料件自攻螺钉拧紧失落效问题进行了分类和总结。
自攻螺钉联接简介
自攻(Self-tapping)便是被联接件不预先钻制出螺纹,在联接时利用自攻螺钉直接攻钻出螺纹的过程。
对以热塑性塑料生产的联接件而言,其安装孔中的内螺纹是被旋转的自攻螺钉强行挤压出来的;而以较高硬度的热固性塑料生产的零件,其安装孔中的内螺纹可由旋转的自攻螺钉切削出来。
自攻螺钉基本都采取金属材料制造,其主要尺寸包括螺纹的大径、小径、螺距和牙型角等。
采取自攻螺钉拧紧联接的紧张优点如下。
a. 易于实现自动化;
b. 联接强度高;
c. 应力开裂概率低;
d. 本钱低。
常见的自攻螺钉类型见图1,拧紧后连接状态见图2。
图1 常见自攻螺钉
图2 自攻螺钉拧入塑料件安装孔后的联接状态
常见自攻螺钉拧紧失落效问题及剖析
3.1 塑料件安装孔开裂
自攻拧紧过程中,塑料件安装孔所在的区域会受到挤压、摩擦和旋转等繁芜浸染,同时孔的圆周切线方向会产生拉应力。
自攻拧紧过程中的安装孔开裂是一种常见的现生产质量问题,严重时会导致生产线停产。引起该问题的紧张缘故原由如下。
3.1.1 安装孔的熔接痕强度低
对注塑件上的安装孔(常日为圆柱状)而言,注塑模具内部一定存在授予安装孔形状的型芯机构。在注塑过程中,熔融的塑料料流到达安装孔型芯时,料流会被分成两股,绕过型芯后再次汇合,从而形成走向基本平行于安装孔轴线的熔接痕。熔接痕处的强度常日为正常材料强度的 20%~80%。
如果模具构造不合理或注塑参数存在问题(如浇口过小、熔体温度过低等),便会导致熔接强度过低,在自攻螺钉旋入时,安装孔壁因受力而沿熔接痕开裂,这类开裂案例在塑料件拧紧失落效中的比例是很高的。
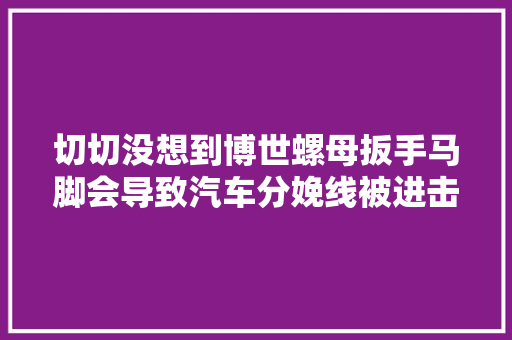
例如,某采取 POM 注塑的六角塑料螺母(图3)在采取 2.5 N·m 的拧紧力矩进行固定时,螺母一侧发生贯穿式开裂,见图3,浇口与熔接痕位置以安装孔为中央互呈 180°。经剖析,该螺母所用材料及尺寸均无问题,紧张是由于注塑时模温低导致熔接痕强度过低而致拧紧时开裂。
其余1个案例,图纸哀求塑料件采取 PP-GF20 制造,之前一贯无任何拧紧问题。后来有一批零件在自攻螺钉拧紧时有大约 10% 发生开裂。
经剖析创造,供应商在失落效批次零件上缺点地利用了 PPGF30 材料,而注塑参数未发生改变。在同样的注塑条件下,因 PP-GF30 材料流动性较差而导致熔接痕处熔合强度降落,因而拧紧时熔接痕处发生开裂。
图3 熔接痕处开裂的塑料六角螺母
3.1.2 安装孔受力过高
正常情形下,须要采取自攻拧紧的塑料零件的安装孔尺寸以及所选用的自攻螺钉尺寸均需经由合理设计,以担保安装后能形成可靠联接,同时使安装孔所受的力处于得当的范围内。
但由于设计参数选取不当,或者因制造问题未能实现所设计的尺寸等缘故原由,会造成拧紧失落效问题。
比如选用的自攻螺钉相对过粗或安装孔相对过细,都会造成自攻拧紧过程中安装孔壁内部产生的拉应力过高,进而造成安装孔壁发生开裂。
例如,某塑料件供货厂由A供应商切换为 B 供应商后,在自攻螺钉拧紧时有 25% 的塑料件安装孔壁发生开裂(图4)。根据剖析,两家供应商的零件均采取含水量为 1.3% 的 PA6-GF30 材料,且加工亦符合图纸哀求,因而疑惑自攻螺钉或 B 供应商塑料件安装孔的尺寸有问题。
图4 塑料件安装孔壁开裂
图纸规定的自攻螺钉尺寸为:螺纹外径 D=7.00 mm,螺钉芯部直径 d=5.00 mm,见图5。经检测,螺钉尺寸符合图纸哀求,因而塑料件安装孔的尺寸成为检测焦点,塑料件安装孔的形状见图6、尺寸结果见表1。
图5 自攻螺钉尺寸
图6 塑料安装孔
从表 1 可见,B 供应商生产的零件的 D1 直径过小,乃至小于自攻螺钉芯部直径 d。
因此,当自攻螺钉由上至下拧入安装孔后并逐步靠近底孔时,螺钉对安装孔壁的挤压力越来越大,当安装孔壁的强度无法抵抗挤压所引起的拉应力时,终极就导致了安装孔开裂。
3.1.3 安装孔壁过薄
与 3.1.2 所述情形类似,如果塑料件安装孔的壁厚过薄,也可能会使其无法承受自攻螺钉旋入时产生的安装孔圆周方向的拉应力,从而造成开裂。
其余值得把稳的问题是,因模具型芯变形等缘故原由导致部分塑料件的安装孔孔壁局部偏薄的问题。
比如,某塑料件安装孔在打自攻螺钉后开裂(图7),图8为安装孔的 CT 扫描剖面图,可以看到安装孔壁最薄处仅为 1.03 mm(位置5);在自攻螺钉旋入过程中,安装孔均于此侧发生开裂;
图7 塑料件安装孔开裂
图8 塑料件安装孔 CT 扫描及尺寸标注
而另一侧最厚处则达到了 1.59 mm(位置6),从未发生过开裂。根据剖析,塑料件安装孔壁厚不均是由于注塑模具中形成安装孔的金属芯轴位置发生偏移所致。
3.1.4 安装孔局部应力过高
在塑料件注塑时,如果注塑参数或模具构造不合理(如冷却速度过快等),注塑后的零件中会产生很高的内应力。图9所示的塑料螺母在自攻螺钉旋入过程中均在箭头所示的浇口位置开裂。
根据显微切片剖析结果看到,该塑料螺母浇口附近的料流极为紊乱,导致此处应力过高(图10),因而在自攻螺钉进入时浇口位置附近随意马虎发生开裂。
3.1.5 塑料材料降解
如果注塑温度过高,材料在料筒中勾留韶光过长,或者材料未得到充分烘干等,都会导致塑料材料在加工过程中发生降解,进而使塑料零件的机器强度低落。
例如某采取 PC 注塑的零件因原材料未充分烘干而造成 PC 在注塑时严重降解,造成材料发脆,零件安装孔在自攻螺钉旋入时发生碎裂,而不是普通的开裂。
图9 塑料螺母在浇口处开裂
图10 塑料螺母显微切片
3.2 自攻拧紧联接无法达到规定的力矩(打滑)
塑料件的自攻拧紧联接常日在设计时规定了一个合理的拧紧力矩。
但有些时候,当自攻螺钉旋入塑料安装孔中尚未达到设计力矩时,螺钉便在安装孔中打滑,并造成安装孔内壁上的螺纹乱扣。
这是其余一种常见的拧紧失落效问题,这种问题产生的缘故原由紧张有以下几点。
3.2.1 安装孔径过大或自攻螺钉过细
塑料件的安装孔内径过大或自攻螺钉过细时,在自攻螺钉旋入过程中,螺纹在安装孔内壁上侵入的深度过浅,使得螺纹表面和安装孔内壁之间的挤压浸染和摩擦力过小,因而无法达到足够的拧紧力矩。
3.2.2 安装孔壁内部存在疏松区域
塑料件注塑时,因锁模力过低或保压压力低等缘故原由,造成安装孔壁内部存在疏松区域,使安装孔刚性降落,在螺钉挤压浸染下会发生较大变形,从而造成拧紧扭矩过低,无法达到规定的拧紧力矩,安装孔壁内部的疏松问题有时纵然采取CT扫描也难以创造。
例如,某塑料件采取ABS 材料制造,生产线创造某一批次零件拧紧力矩偏低,仅能达到1.8 N·m,而工艺哀求为3.0 N·m。
经剖析创造该件的安装孔处于全体零件的料流末端,该处的材料密度仅为 1.09~1.10 g/cm3,而阔别安装孔的其它位置的材料密度则可以达到 1.15 g/cm3,因而推断该件的安装孔壁内存在疏松区域,因而造成拧紧力矩过低。
3.2.3 塑料件材料硬度偏低
如果塑料件选用的材料硬度偏低,也会使自攻螺钉螺纹表面和安装孔内壁之间的挤压力和摩擦力过小,从而无法达到足够的拧紧力矩。
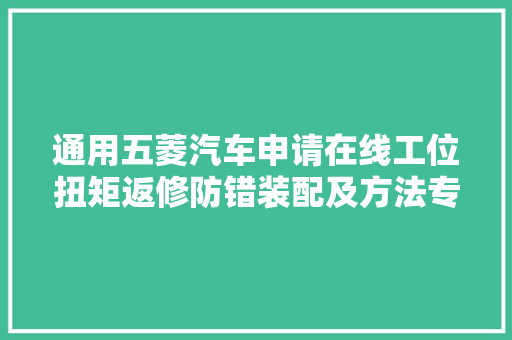
例如某 POM 底座采取自攻螺钉拧紧办法固定,生产现场创造A供应商的零件拧紧无问题,而B供应商的零件在拧紧时 100% 发生打滑,见图11。
剖析结果表明,B 供应商的零件中含有橡胶增韧身分,使 POM 的韧性增加,球压痕硬度仅为 56 N/mm2,零件在拧紧到 1.25 N·m 时发生打滑;而比较之下,A 供应商采取的非增韧 POM 材料的球压痕硬度可达 89 N/mm2,零件拧紧时完备可以达到工艺所哀求的 2 N·m 扭矩。
A供应商的零件 B供应商的零件
图11 两家供应商的塑料件拧紧后比拟
其余,对玻纤增强塑料材料而言,如果选用的材料玻纤含量不敷,也会导致材料硬度降落而造成自攻螺钉拧紧时无法达到规定的力矩。
影响自攻螺钉拧紧的其它主要成分
4.1 安装孔壁内部存在注塑孔洞
由于安装孔壁过厚或者模具温度过低等缘故原由,会导致塑料件安装孔壁中涌现孔洞,特殊是采取半结晶塑料材料(如 POM、PA66 或 PA6 等)生产的零件相对更随意马虎涌现孔洞。孔洞对自攻螺钉拧紧的影响较为繁芜,需视详细情形而论。
4.1.1 对拧紧无明显影响
如果孔洞数量较少、尺寸不大,或者离塑料件安装孔内壁较远,那么自攻螺钉旋入仍可顺利达到规定的力矩,安装孔也不发生开裂。这种情形下,如果不对塑料件进行剖切或 CT 扫描,则根本不知道塑料件内部存在孔洞。
4.1.2 造成拧紧力矩偏低
对付较为柔韧的塑料材料,如未增强的 PA66 或 POM,如果孔洞较多、气孔体积较大,或者孔洞特殊靠近安装孔内壁,当自攻螺钉旋入后,零件安装孔内壁在螺钉挤压浸染下发生较大变形,从而造成拧紧扭矩过低,无法达到规定的拧紧力矩。
图12所示的 PA6 零件经 CT 扫描后,可看到安装孔的一侧区域存在大量孔洞,拧紧时无法达到规定力矩。
图12 塑料安装孔壁存在孔洞(CT 扫描)
4.1.3 造成开裂
对付 PPS-GF30 和 PBT-GF30 等刚性高、韧性低的塑料材料,如果零件安装孔壁内部形成的孔洞体积较大,特殊是孔洞形状极为不规则(如存在尖角等构造)时,会导致孔洞边缘产生高的应力集中,在自攻螺钉旋入挤压内壁时,便会以应力集中点为起始位置发生开裂,进而造成塑料零件开裂。
从以上谈论可知,塑料件安装孔壁内部存在孔洞是否会对自攻螺钉拧紧造成影响是不一定的。
在剖析详细的拧紧失落效问题时,纵然确认塑料件内存在孔洞,也还要进行进一步的剖析和验证。当然,该当从设计和工艺的角度进行调度和优化,以尽可能肃清孔洞。
4.2 环境温度
塑料性能受环境温度影响很大,因此塑料件在装置过程中的失落效问题每每随时令温度变革呈现一定的规律性。
例如,北方地区进入冬季时,塑料件在装置时(包括采取自攻螺钉拧紧的塑料件)发生断裂的失落效问题会增多。
这是由于温度降落后,塑料分子链段运动能力减弱,材料刚性提高,韧性降落,可能会在拧紧过程中发生开裂。而环境温度过高会导致拧紧力矩变低,乃至发生打滑。
此外,拧紧过程中的摩擦生热引起的温度提高也是值得考虑的成分,尤其当拧紧工具的转速过高时,摩擦带来的温度升高乃至能导致塑料件安装孔内壁发生熔融,从而大幅降落拧紧扭矩。根据履历,拧紧工具转速最好设定在 600 r/min 以下,但详细数值应经由试验后确定。
4.3 塑料零件含水量
含有极性基团的塑料材料常日会接管空气中的水分而对材料性能产生影响,特殊是汽车零件常用的尼龙材料(如PA6和PA66)因分子构造中含有较高比例的酰胺基团而具有明显的吸湿性。
水分子进入到尼龙材料中后与酰胺基团形成氢键而起到增塑剂浸染,从而使尼龙材料的刚性大幅低落,可能导致拧紧力矩不达标。
特殊是在高温多雨的南方地区,如果尼龙类注塑件存放韶光过长,在大量接管空气中的水分后,塑料件拧紧时的力矩可能达不到哀求。而尼龙含水量过低又会导致其刚性过高、韧性过低,拧紧时可能发生开裂(尤其环境温度较低时)。
因此,该当对尼龙类材料的含水量进行掌握,通过加湿或水中浸泡办法使其含水量处于合理的范围之内,建议对付常见的 PA6 和 PA66 及其玻纤增强类材料,含水量可掌握在 1.0%~2.5% 范围内,当然详细数据也需经由相应的试验验证。
4.4 环境应力开裂(ESC)
待自攻螺钉旋入塑料件安装孔后,由于两者之间为过盈合营而导致螺钉和塑料件安装孔内壁之间存在挤压和膨胀浸染,并使塑料件安装孔壁内部存在拉应力。
如果拉应力过高,同时安装孔壁外表面又打仗到某些对所用塑料浸染较强烈的溶剂,可能会在应力及化学试剂的浸染下导致塑料件安装孔外壁发生开裂,乃至断裂,即发生了环境应力开裂(ESC)。
因此不要随便利用一些已知或未知的化学试剂(如酒精、异丙醇、丙酮和其它洗濯剂)擦拭或洗濯已经拧入自攻螺钉的塑料件。
结 论
导致塑料件自攻螺钉拧紧时发生问题的缘故原由较为繁芜,但只要节制和理清诸成分的影响,综合利用各种剖析手段,就能够以最快的速率和最经济的本钱找到详细问题的缘故原由,并给出合理的建议,以尽快办理相应问题。