在线冲孔先容
在线冲孔是前防撞梁自动生产线的关键工序,是辊压成形前完成的。前防撞梁一样平常为B形、C形、D形构造,并且在不同的位置,分布了很多功能孔及工艺孔,一样平常情形下,孔的数量均在10个以上。如果辊压成形后再加工孔,因前防撞梁构造的缘故原由,会带来制造工序繁多、效率低下,孔位置准确度低、稳定性差,不利于批量生产等问题,为办理这些问题,采取在钢带上先冲孔然后辊压成形的工艺,即在线冲孔工艺,简化了加工过程,提高了生产效率及零件质量。下面以某汽车厂某车型B形前防撞梁为例,先容在线冲孔模的设计过程。

模具设计工艺方案
零件剖析→截面展开、步距的确定及孔位图→冲裁设备校核→设计方案确定→冲孔单元的分布→冲孔单元的构造→冲孔单元的固定→钢带的导向→结束。
零件剖析
零件构造如图1、图2所示。
零件材料特性:零件材料为DP590,料厚1.5mm;
图1 截面图
图2 零件图
机器性能:屈从强度大于即是340MPa,抗拉强度大于即是590MPa,断后延伸率大于即是16%。
零件截面展开打算方法、步距的确定及孔位图
截面展开打算方法:此零件的波折角为90°,尺寸如图3所示,毛坯的打算公式为:
步距的确定决定了割断工艺孔的位置:步距B=零件长度+冲切长度。
图3 90°角的波折
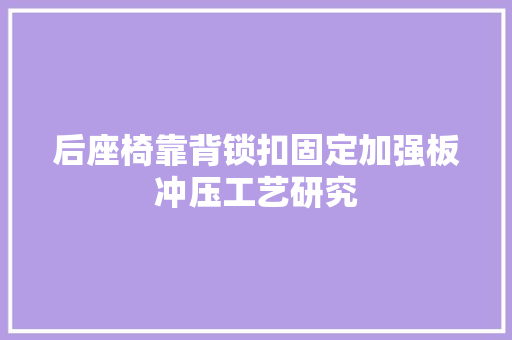
根据以上公式打算带宽L=288mm,步距B=1168 mm,展开图如图4所示,一个步距内分布了19个孔,个中包括8个功能孔和11个工艺孔。
冲裁设备的校核
选择设备的吨位:F总<设备吨位;F总为总的冲压力。
打算总的冲压力,F总=F冲+F卸+F推
冲裁力打算公式:F冲=1.3Ltτ,L为冲裁件周长;t为材料厚度;τ为材料抗剪强度。
卸料力F卸=K卸F冲
推件力F推=nK推F冲
根据以上公式打算前防撞梁冲孔冲裁力、卸料力、推件力为:
线上冲压设备为160t,F总<160t,因此冲压设备知足冲裁力哀求。
设计方案的确定
(1)担保在线冲孔模孔位置调度方便,采取独立的冲孔单元构造;(2)根据孔的功能特点,确定冲孔单元的布局;(3)担保冲孔单元位置调度大略、便捷、准确,确定冲孔单元的构造;(4)确定冲孔单元有可靠大略的固定办法;(5)确定钢带的准确位置;(6)确定钢带的送料步距,设计方案如图5所示。
冲孔单元的布局
前保险杠防撞梁分布19个孔(图4),个中3个φ4.8mm的孔为安装孔,3个φ31mm的孔为拖钩套筒孔,φ7mm的孔为线束卡扣孔,7mm×12mm的孔为摄像头卡接孔,2个8.2mm×10mm的孔为割断工艺孔,别的9个φ8mm的孔均为喷漆漏液孔。根据孔的功能先容,可以看出主要的须要精确调度的孔有10个。根据以上剖析及空间的大小,进行冲孔单元的布局,一共分为8个冲孔单元(图6)。
图4 展开图
图5 设计方案
图6 冲孔单元的布局
冲孔单元的构造
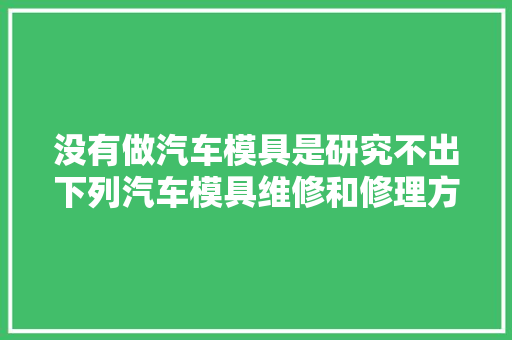
冲孔单元的构造分为两种,一种为后导柱型(图7),一种为中导柱型(图8);均为闭合状态,便于进行整体调度。闭合模具采取的是卸料螺钉和弹簧来实现这一构造(标号304、305),模具上部分抬高15mm,钢带可以顺利的从此穿入。
以上两种构造是根据模具支配的空间及孔的位置来决定的,当空间小,孔位靠近一侧时采取后导柱型模具;当空间较大且孔位分布均匀或者对称时采取中间导柱型模具,使得模具冲孔更稳定,构造更合理。
201-上模座 202-上垫板 203-冲头固定板 204-下模座 205-压料板 206-下垫板 207-凹模固定板 301-卸料螺钉 302-导柱组件 303-卸料弹簧 304-卸料螺钉 305-闭模弹簧 306-冲头 307-凹模
冲孔单元的固定
全体在线冲孔模都是由小单元组成的,那么固定办法显得很主要;固定办法根据冲孔单元的构造分为两种,后导柱型采取螺钉与垫片加弹簧垫圈的办法固定,为了模具的位置可调节性,一样平常会在模具下模座上开比较大的孔,来扩大可调的范围,因此须要增加垫片来担保螺钉帽不会漏进孔里,加弹簧垫圈是为了防止模具在生产过程中遭到振动,螺栓会松动,导致模具松动,造成零件孔位不准确;中间导柱型采取压板的办法固定模具,压板固定办法更好,位置调节量大,可以说不超过下模板的尺寸范围内都可以移动(图9)。
图8 中间导柱型构造
201-上模座 202-弹簧柱 203-上垫板 204-冲头固定板 205-限位柱 206-下垫板 207-凹模固定板 208-压料板 210-下模座 301-卸料螺钉 302-卸料螺钉 303-冲头 304-卸料弹簧 305-闭模弹簧 306-凹模
钢带的导向
钢带的导向分为两种:一种是导板,另一种是导轮;这两种办法从构造上来讲,导板大略,随意马虎实现;导轮构造繁芜,但可调节,在此详细先容一下导轮的构造。导轮分为两种,定导轮和动导轮,一定一动的目的是当钢带有些眇小的变宽或者变窄时,导轮同样可以起到很好的导向浸染,构造如图10所示。
图9 压板固定办法
图10 定轮与动轮
结束语
以上先容的在线冲孔模的构造与普通构造模具比较,孔位调度更方便、大略、快捷,并减少了调试过程中来回修模的繁杂的过程,也给工人操作带来了很大的方便。在线冲孔工艺,提高了生产效率及零件质量,为大批量生产节约了韶光、人力,提高了设备利用率,因此在生产中被广泛的运用,同时也被广泛运用在其他相似的辊压件中,并扩展到不仅仅是冲孔、切边、切口同时适用。
—— 来源:《铸造与冲压》2019年第16期