图1 ES8全铝车身
零件整天职析

在项目启动后,冲压工程部将与产品工程部、项目管理部、采购部门等进行厂内件策略的定义,筛选出初步的厂内件清单,同时参与厂内零件的材质定义与本钱评估比拟,这里涉及到白车身重量、板料本钱、工装本钱、生产本钱等综称身分的比拟考虑与平衡,结合Benchmark比拟剖析,形成比拟剖析报告,以支持公司和产品的决策。
CAS数据与主断面剖析
从产品工程部拿到CAS数据,进行初步的数据剖析,包括分缝线的可行性、第一外不雅观面圆角与第一道翻边面角度的定义与确认、预测潜在外不雅观面品问题与办理对策、零件的潜在刚性问题等。主断面剖析紧张包括冲压方向、冲压深度、拔模角度、零件的分片策略、零件材质定义的进一步明确、不同零件间的间隙评估、冲压材料利用率评估等。
在CAS和主断面剖析阶段会进行竞品车型对应零件Benchmark网络与比拟剖析,如铝板侧围开拓时会参考诸如凯迪拉克、捷豹路虎、特斯拉等车型侧围零件的C柱拉延深度、特色线处成形深度等,通过设计阶段减少不合理的产品设计,在后期将大大提高制造工艺的可行性。
零件成形性剖析
在零件成形性剖析阶段,不仅仅要关注仿照结果与实际结果的匹配程度,也要关注仿照输入数据与实际生产过程中输入的数据是否匹配。
首先进行零件产品数模与材质信息的输入确认,在材料信息输入前,需进行材料性能的检讨与确认,钢板或铝板供应商供应的板料,须要实际的检测并比拟其性能与供应商供应的性能之间的差异,避免材料性能差异引起前期输入与后期生产过程中的实际输入不匹配,特殊是新材料的引入或者材料国产化替代的过程中须要重点关注,并逐步积累和建立材料的数据库。
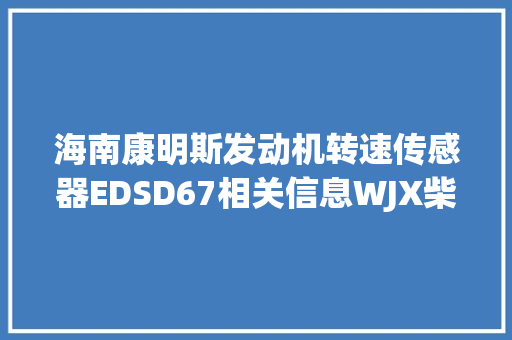
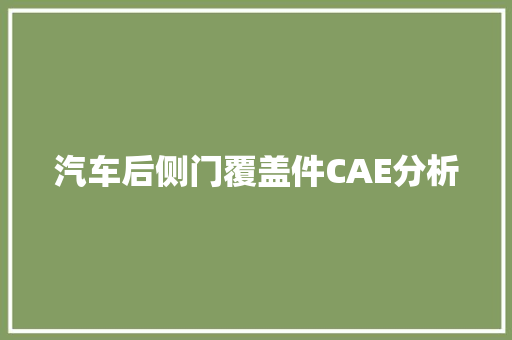
其次在进行冲压方向的确认后(图2),再进行成形仿照剖析与工艺方案,并组织评审,输出成形性变动建议报告供应给产品工程部门。在这个过程中紧张进行的失落效剖析包括零件起皱状态(图3)、最大的减薄状态(图4)、主次应变状态、冲击线状态(图5)、滑移线状态(图6)等,模具构造强度极限评估,模具工序方案,材料利用率提升评估,同时进行FLD剖析以及预留安全裕度状态评估,比如铝件冲压FLD安全裕度设置为8%。
末了,与产品工程部门达成同等的产品修正见地,并对产品进行修正完善。
模具工艺与构造设计
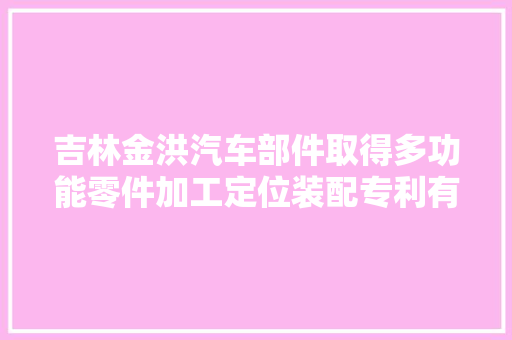
产品工程部按照冲压同步工程部提出的变动建议进行优化达到SE验收标准后,将产品数模供应给中标供应商开始进行模具的工艺、构造设计。在工艺设计阶段,需重点关注工艺的支配(图7)、成形的稳健性(图8)、零件回弹的补偿(图9)、材料利用率的提升等,个中,在材料利用率方面,通过车型工艺优化可实现材料利用率提升的目标,同时通过行业Benchmark比拟,可使材料利用率达到行业最优状态。
图2 冲压方向
图3 零件起皱状态评估
图4 零件减薄状态评估
图5 零件冲击线状态评估
图6 零件滑移线状态评估
图7 零件的工艺支配
图8 零件稳健性剖析
首先进行工艺方案的设计(DL图设计与仿照)。在DL图设计与仿照剖析时,利用Autoform软件进行零件稳健性的剖析,通过屈从强度(如±20MPa)、抗拉强度(如±20MPa)、r值、摩擦系数(如±10%)、板料的位置(如±1mm偏差)、压边力(如±10%)以及板料厚度(如±10%)等输入范围的设置,来确认产品噪声的输入变量。在产品仿照涌现问题时(如零件开裂失落效等),从稳健性剖析结果中找到哪些输入变量是最随意马虎导致不可接管结果的,从而确定不利成分,在前期工艺设计以及后期生产过程中掌握这些条件来提高生产可靠性。在稳健的工艺根本上,针对尺寸回弹进行回弹剖析,制订回弹策略补偿方案,直到知足产品的形位公差哀求,补偿完成后再次进行稳健性评估及外板A面的面批驳估。稳健并且精准的仿照回弹是回弹补偿的关键,回弹补偿的一样平常流程:第一步为工艺方案的优化,尽可能通过工艺方案的优化来降落尺寸的回弹,在工艺方案锁定后,回弹补偿该当只作为末了的方法来降落零件尺寸与期望尺寸之间的偏差;第二步为补偿性剖析和观点优化;第三步为稳健性剖析及补偿前的优化;第四步为定义补偿策略(如曲面约束、补偿因子等);第五步为打算机赞助回弹补偿;末了是稳健性剖析与补偿后的优化。
图9 零件回弹补偿
然后进行工艺方案的评审与会签。按照工艺会签和验收检讨清单,逐一进行检讨确认,结合已投产车型的履历教训,通过前期工艺设计避免涌现类似问题。
末了是评鞠问题的关闭以及模具构造设计的开始。
在模具构造设计方面,重点检讨与改动工序内容分布的合理性、模具构造强度的合理性、模具匹配设备的状态与生产的便利性,个中包括模具尺寸的检讨、废物滑落状态的确认、生产过程中的重复稳定性检讨、影响模具冲程的检讨、分外构造利用的确认等。在构造设计完成后进行干涉性检讨,检讨模具实现最高节拍的可能性以及影响成分是否规避等。
模具制造与调试
在模具制造过程中,按照项目进度操持把控进度,对制造、调试过程中的主要节点,进行现场检讨与验收。验收包括泡沫或者铸件的验收、首次拉延件的验收、首次成品件的验收、每轮Q-Loop质量状态的评审、模具预验收与发运回厂安排。
在模具的检讨验收方面,按照蔚来汽车冲压厂的模具开拓标准,制订各种验收检讨清单,按照清单逐一展开验收,确定验收问题以及关闭韶光。每轮验收的问题需不才一轮验收前得到关闭,并得到确认。
模具在发运前经由4~5轮的质量优化,实现了零件的尺寸符合率达标(不低于90%)、各序模具的研合着色达标(功能区着色不低于90%)、现场造车重点问题得到办理、模具验收问题100%关闭等条件后,模具进行刷漆和发运准备,在建立零件库存知足现场造车需求的根本上,进行模具的发运。
母线调试与质量优化、效率与稳定性提升
模具回厂后,开始进行试模压机或研配压机的数据采集与数据核实,模具首次在试模压机或者压机生产线上安装前,需在线下完成模具尺寸、模具哈丁(Harting)以及传感器等状态的评估,避免模具首次上线时涌现与设备的干涉、模具部件功能不全的状态,提高首次上线的效率。同时,需完成压机线自动化曲线的制作、端拾器的线下制作和线下的初步动作仿照、模具数据(包括尺寸数据、装模与闭合高度、各种驱动机构的气源参数、拉伸垫或者上气垫的压力设置等)的选择和编码(按照统一规则来设置不同模具的ID),并提前将曲线数据和模具参数数据导入到设备中,以保障首次上线后,能够快速完成自动化的连线。在模具出件状态合格的情形下,可以快速进行压机速率的匹配和提升。
模具调试时,重点关注整车以及内部用户抱怨的各种功能、外不雅观匹配、表面毛病等问题的办理,同时提升模具的稳定性,办理生产过程中影响批量生产效率的问题,办理模具冲程提高的问题等。当模具调试稳定后,会进行模具的电镀,以达到模具预期的粗糙度、硬度,同时对铝件模具的修边刃口进行DLC涂层的处理来降落料屑的产生,以此来降落零件外不雅观压痕的产生。
模具各种问题,包括质量抱怨、影响生产效率的停机问题以及现场模具拆解创造的问题都关闭后,可以组织模具生产验证,生产验收通过后展开PPAP流程,进行模具的终验收,并移交技能图纸、模具调试完成的样件等给工厂,由工厂卖力模具的日常掩护。
模具终移交后,开展模具项目的总结,包括全体项目管理过程的管理履历与教训,技能履历与教训,通过履历和教训的网络、分享,提炼出须要在流程体系上做出更新的内容(L&L)以及制造方面(输入给产品工程的MR)须要更新的内容进行更新,以便下款车型能够避免涌现类似的问题。
结束语
铝件开拓从前期同步工程到车型投产以及完成终极的PPAP,一样平常开拓周期为2~3年的韶光。在全体项目过程中,首先须要通过前期产品材质的选择、材料牌号的选择、产品的设计与优化、冲压工艺优化来实现稳健、可生产、低本钱的冲压工艺方案;然后经由主机厂、模具供应商的工艺和构造设计、模具制造与调试以及质量优化阶段的调试,来实现前期制订的工艺方案,并能够得到合格的零件;末了通过工厂现场与设备的匹配以及模具的持续优化,达到稳定高效的生产,降落零件返修、报废比例,以及实现方案的最高节拍生产等。
—— 来源:《铸造与冲压》2019年第20期