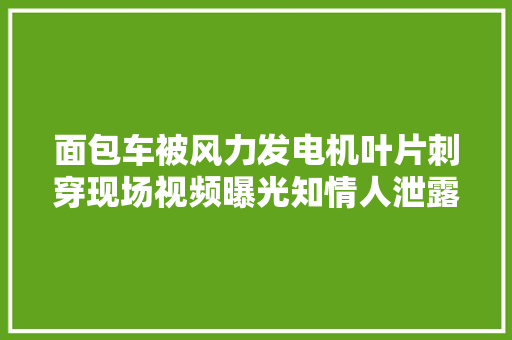
图1 商用航空发动机涵道比统计
复合股料具有高比强度、高比刚度、耐高温及力学性能可设计等优点,可显著提升新一代航空涡扇发动机的综合性能。有关复合股料风扇叶片的研究可以追溯到20 世纪60 年代末期,罗·罗公司在RB211–22B 发动机上首次考试测验利用复合股料制造风扇叶片。1985 年,GE 公司利用“预浸料手工铺层+ 模压成型”技能制造了GE90 商用涡扇发动机风扇叶片,该叶片采取了掠形大流量宽弦复合股料构造,叶片高为1.219 m,叶根宽为0.304 m,弦长为0.61 m,风扇转子直径为3242 mm,风扇叶尖速率为360~390 m/s[2]。GE90 采取了22 片复合股料风扇叶片,总质量为349 kg,约占发动机总质量的8%,与钛合金空心叶片比较,质量减少66%,强度提高100%。经由十余年的运行,GE90 发动机复合股料风扇叶片已累计翱翔107 h 以上,仅有3 片复合股料风扇叶片被改换;GEnX 发动机运用了更高效率的低半径比的复材风扇叶片,成功实现减重159 kg;Leap–X 系列发动机利用复材风扇叶片降叶片数量降至18 片,直径为1.8 m,总重76 kg。各种复材叶片发动机的成功运用,证明了复合股料风扇叶片适用于哀求严格的商业翱翔的须要。

罗·罗及GKN 公司生产的Trent–1000 和Trent– XWB的改进型也利用了复合股料风扇叶片,并为罗·罗公司后续操持的Advance 3 和UltraFan 发动机项目风扇叶片的制造打下根本。
目前国外各发动机复合股料风扇叶片材料利用及制造工艺见表1。
表1 国外各发动机复合股料风扇叶片材料利用及制造工艺
本文就航空发动机复合股料叶片的材料选择、铺层设计、成型工艺及其模具的设计与制造进行总结概括,同时先容了国外公司关于发动机复合股料风扇叶片的设计制造情形,为往后航空发动机复合股料风扇叶片的制备供应参考。
1 航空发动机复合股料风扇叶片材料
航空发动机叶片事情温度在130 ℃以下,因此适宜采取轻质、高强的碳纤维/ 环氧树脂材料。GE 公司从1985 年开始在GE36 上研发复合股料的风扇叶片,之后为提高叶片的抗分层性能和抗剪强度,发展了大力神8551–7/IM7 的增韧环氧/ 石墨纤维,并在环氧树脂中加入了凯芙拉微粒。GE 公司的GEnx 发动机风扇叶片同样采取预浸料/ 模压成型,并在叶片燕尾板处利用了特氟隆耐磨垫。特氟隆耐磨垫不会跟金属一样产生磨损,也无须重复改换。GE 公司最新研制的高性能发动机GE9X 的风扇叶片采取了前辈的三维掠形设计,直径为3.4 m,总数仅为16 片,并采取新一代高模量碳纤维与新型环氧树脂制造,首次采取碳纤、玻纤稠浊增强,玻纤含量5% ~10%,且金属前缘用高强钢取代钛合金,整体厚度薄至金属材质叶片。GE9X 发动机的风扇叶片后缘为玻璃纤维,由于玻纤毁坏应变高,叶片在断裂前能够产生一定波折变形,提高叶片抗撞击强度,目前已通过鸟撞测试。比较GE90–115B,GEnx 的涵道比提高了14%,总压比提高了30%,耗油率比降落了10%。
Leap–X 发动机风扇叶片由Snecma 公司研制,将被运用于C919、B737max、A320neo 等机型。叶片采取宽弦、三维气动设计,数量只有18 片,直径为1.8 m,总重为76 kg,比较采取金属构造的CFM56 发动机,Leap–X发动机重量降落了至少约454 kg,燃油效率提升16%,NOX 排放量降落60%,噪音水平降落10~15 dB,而可靠性持平CFM56。叶片本身采取三维机织树脂通报模塑成型(3–DWRTM)技能,边缘采取钛合金包边。Snecma 公司于2011 年第1 季度完成了前辈三维机织树脂通报模塑成型风扇以及复合股料机匣的5000 循环的耐久性试验。试验表明,运用该技能制作的叶片不仅重量轻,而且构造稳定,抗鸟撞能力强,制造成本相对较低。
UltraFan 发动机的风扇直径长达140 inch,由500 层Hexcel 生产的碳纤维增强的高韧性、耐冲击环氧预浸料HexPly M91 制成,叶片数量为18 片,可实现飞机整体减重700 kg,成为罗·罗有史以来最大的航空发动机。
近期,俄罗斯联合发动机公司UEC 在研发PD–35发动机的过程中,宣告完成了利用“预浸料铺层/ 热压罐工艺”和“三维机织/RTM”制造风扇叶片的技能开拓,并在PD–14 发动机上进行测试。利用复合股料制造的PD–35 发动机全尺寸风扇叶片第1 批样品估量在2022年完成生产。由表1 可知,国外商用涡扇发动机复材风扇叶片所利用的材料形式由“单一”向“殽杂”转变,材料性能向“更高模量、更高韧性、更高强度”发展。
2 制造工艺
2.1 预浸料手工铺放/ 热压罐固化成型工艺
热压罐成型技能也称作真空袋– 热压罐成型工艺,是航空航天复合股料构造制造最常用的制造工艺。其基本操作过程为:将由碳纤维浸泡至部分固化的树脂制成的预浸料叠层与其他工艺赞助材料组合在一起,形成一个真空袋组合系统,在热压罐中给予一定压力和温度,完成所需零件的固化成型。预浸料手工铺放/ 热压罐固化成型工艺需事先把预浸料下料切割成设计好的形状,然后人工进行预浸料的铺叠,之后进行热压罐固化成型。
2.1.1 工艺流程设计
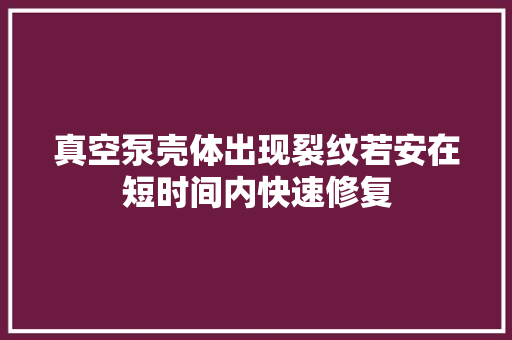
预浸料手工铺放/ 热压罐固化成型工艺的范例工艺流程如下。(1)工装和材料准备。清理模具、粘贴底层膜、下料。(2)铺层。按照预先设计好的铺层设计方案利用手工铺放。(3)抽真空。在模具指定区域内组装真空袋,然后抽真空,此步骤须要每铺固天命量铺层后重复进行。(4)热压罐固化。前辈行真空度检测,然后进罐加压,按照固化工艺曲线中的速率进行升温,定时保温后降温,卸压开罐、脱模。(5)数控加工。打磨修边。(6)喷涂、金属包边等。工艺过程如图2 所示。
图2 GE 航空发动机风扇叶片热压罐成型工艺过程
值得把稳的是,预浸料手工铺放的过程中,用于定位每一块预浸料铺放位置的激光投影系统和用于掌握铺层尺寸和方向的自动裁布机对付预浸料铺放的尺寸与位置精度极其主要,两个别系必须协同利用,才能担保终极铺层完成并固化后的尺寸精度,是影响预浸料手工铺放工艺精度的关键要素。
2.1.2 模具设计
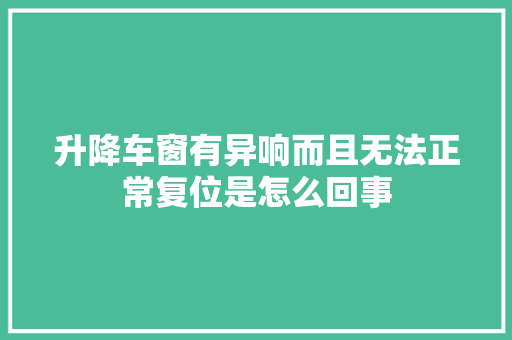
用于复合股料风扇叶片的模具材料有低碳钢、铝合金、Invar 钢和树脂基碳纤维复合股料。不同模具材料的热导率和热膨胀系数分别影响零件的表面温度场分布和零件固化变形情形。金属框架式复合股料风扇叶片模具构造由型面、支撑框架和模具底板组成,其范例构造如图3 所示,制造材料为40#钢。
图3 用于手工铺层的复合股料风扇叶片模具
基于三维设计软件的设计过程为:( 1)修整风扇叶片数模的实体边缘,提取用作型面的叶片曲面;( 2)基于提取曲面进行模具的型面设计;( 3)激光定位孔、铺贴线等型面细节设计;( 4)进行模具的支撑框架板设计,并设计散热孔与用于框架板装置的卡槽,其设计形式可参考图4;( 5)进行模具底部的垫板设计;( 6)将各零件进行装置,并装置上便于运输的吊耳与吊环。完成框架式模具的初步设计后,须要根据实际工况进行强度仿真,以及热压罐固化过程热分布仿真、热变形和叶片固化变形仿真等,得到模具的强度、刚度、热刚度、固化过程中的温度均匀性数据、受热受压应变分布情形和叶片固化变形结果等,并依据仿真结果进行模具构造的优化设计。
图4 框架支撑板构造
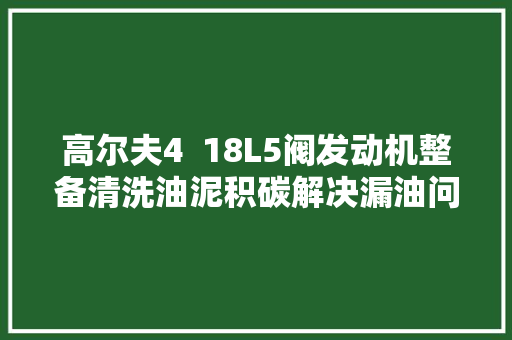
近年来,Hexcel 公司采取了M61 和M81 两种树脂基碳纤维复合股料制造复合股料风扇叶片模具HexTOOL(图5)。
图5 复材风扇叶片复合股料模具HexTOOL
HexTOOL 尺寸稳定性好,公差稳定性和可重复性媲美Invar 钢模具,且气密性、热学性能精良,重量较轻。个中HexTool M61 由标称层压纤维体积为55%的高强度碳纤维和树脂含量为38% 的双马来酰亚胺树脂基体组成,材料性能呈准各向同性,适宜在180 ℃温度条件下固化的复合股料构件,能够在500 次固化循环后仍旧保持良好气密性,并且能在–18 ℃或者更低温度下储存12 个月,室温下储存30 d。HexTool M81 采取的M81 树脂基体则为环氧树脂,适宜在120~150 ℃温度条件下固化的复合股料构件,乃至在180 ℃的温度条件下仍可以耐受数个固化周期,在–18 ℃或者更低温度下可以储存12 个月,室温下可以储存14 d。目前CFAN 公司已经采取超过80 种HexTOOL M61 模具生产GE90–94、GE90–115B、GEnx–1B 和GEnx–2B 的风扇叶片。较传统Invar 钢模具,HexTOOL 减重达75%,加热与固化效率提升了20% 以上。
2.1.3 铺层设计
复合股料风扇叶片铺层设计的紧张思路:首先进行零件曲面的前处理,然后利用专业软件初步设计铺层,再依据设计准则、应力分布情形和后续的可制造性剖析迭代设计以调度铺条理序,末了得到知足哀求的叶片铺层设计。个中,针对复合股料风扇叶片的铺层设计中的关键点紧张为变曲率变厚度繁芜叶片样件铺条理序的调度。航空发动机风扇叶片的特点是曲脸庞杂,且曲率、厚度变革剧烈,利用常规的铺层设计方法难以实现对叶片曲面几何尺寸的精确掌握,而利用Fibersim 软件的自动添补功能则比较方便。但通过自动添补得到的铺层设计为由大到小的铺层排列顺序,会导致铺层递减形成的树脂淤积全部集中在叶片单侧曲面上,造成应力集中及剥离分层等一系列问题。故须要对铺条理序调度优化,即导出铺层设计信息,得到铺层高度原始排序,然后根据复合股料铺层的设计准则哀求,在Fibersim 中的铺层秩序管理器中进行顺序调度,详细排序效果见图6。
图6 叶片铺条理序优化示意图
叶片榫头部分一样平常为燕尾型设计,榫头的端面为对称构造,但叶身跟榫头部分厚度变革很大,且榫头部分为递减铺层最多、最集中的区域,故此处的铺层设计难堪点之一,其模型截面如图7 所示。康永强等 针对榫头部分的铺层设计建立了插入层的构造、数量分配和顺序,并确定了插入层在榫头中的分布位置,为叶片整体铺层设计供应了思路。
图7 GE 公司叶片榫头铺层专利
2.1.4 固化工艺
航空发动机的风扇叶片厚度变革较大,在固化过程中有复合股料受热不屈均的征象,且固化过程中产生的残余应力会导致复合股料构造件发生变形,影响零件的成型精度。故须要在设计固化工艺时,进行固化过程的仿真,根据仿真结果对模具和固化工艺曲线进行参数优化和调度。针对复合股料风扇叶片固化过程中产生残余应力导致的变形,英国LMAT 公司近年来深入研究和剖析了影响复合股料风扇叶片榫头部分变形程度的关键成分以进行精确的固化工艺仿真,进而优化固化工艺和模具补偿设计。LMAT 公司研究影响变形程度的关键成分为平面方向和厚度方向间的热膨胀系数差异、模具和制件间的相互浸染、不同升温速率和固化过程的变革(凝胶化和玻璃化韶光)、成型压力、固化放热、纤维褶皱、固化紧缩。
2.2 三维机织碳纤维增强树脂通报模塑(RTM)成型工艺
如果通过相同的预浸料铺层工艺研制小尺寸复材风扇叶片,则会由于叶片刚性过强无法产生足够的弹性变形,进而无法通过抗外物冲击试验( 简称FOD试验)。直到2012 年,Snecma 公司与Albany Engineered Composites公司互助发展了三维机织技能,于是GE 公司与Snecma公司合伙创办的CFM 公司采取“3D WOVEN 机织构造+ RTM 工艺成型”制造的Leap–X 系列发动机复合股料风扇叶片问世,办理了这个技能问题,同时避免了叶片在热压罐固化过程中涌现的热变形征象,担保了其形状精度,且可以严格掌握纤维体积分数,并担保叶片拥有良好的表面质量。
RTM 工艺的技能上风在于将碳纤维预成型体的设计与树脂的模塑过程分离,可以充分发挥铺层材料的可设计性,适用于航空发动机风扇叶片这类繁芜构造件的整体成型。
用于制造航空发动机复合股料风扇叶片的RTM工艺首先须要进行预制体的机织。目前航空发动机复合股料风扇叶片的预制系统编制备工艺有预浸料铺层工艺、三维编织工艺( 3D Braiding)和三维机织工艺( 3DWeaving),个中的核心技能是如何实现风扇叶片厚度的连续变革和固化的一次成型。Leap–X 发动机复合股料风扇叶片采取三维机织– RTM 工艺,其成型过程如图8 所示。首先进行预制体的三维机织;然后对其进行切割,旋转铺放到模具里,进行RTM 工艺成型;脱模后安装钛合金包边,完成叶片的整系统编制造。Snecma 公司委托Albany Engineered Composites 公司完成三维机织预制体的制备( 图 9)和全体复合股料风扇叶片的制造。其利用的3D WOVEN /RTM 技能制备叶片过程的特点是叶片高压成型前将碳纤维织造成三维机织构造,然后注入树脂。
图8 Leap–X 发动机风扇叶片制造过程
图9 Leap–X 发动机风扇叶片三维机织过程
对付复合股料风扇叶片,由于其形状非常繁芜,RTM 模具高下模的工艺分离面设计、注射口、排气口、密封办法的设计是模具设计的难点。Snecma 公司利用的RTM 模具和工艺过程如图10所示。可以看到,其利用的模具为高下模的分体式模具,侧面装有便于吊装的吊耳和定位孔,周边带有一体式的管路用于抽真空或者液体加热保温。
图10 Snecma 公司的复合股料风扇叶片RTM 工艺
2.3 预浸料自动铺丝/ 热压罐固化成型工艺
预浸料自动铺丝/ 热压罐成型工艺与手工铺放/ 热压罐成型工艺的流程相似,其差异紧张在于前者利用了自动铺丝成型技能( Automated fiber placement,AFP)。
2.3.1 模具设计
值得把稳的是,用于自动铺丝的框架式模具的型面须要与铺丝机协同合营,进行铺丝机专用定位孔设计,并预留余量区避免铺丝头与模具型面发生干涉,设计可参考图11 中罗·罗公司的UltraFan 复合股料发动机风扇叶片工装模具。
图11 UltraFan 复合股料风扇叶片自动化铺丝
2.3.2 铺层设计
手工铺层利用的是整块的预浸料坯料,而自动铺丝则利用的是预浸丝束,由数千根未捻的纤维丝构成,由树脂预浸,宽度一样平常为3.18~25.4 mm,厚度为0.1~0.3 mm,实际铺放时会在曲边边缘形成锯齿状边界,故需在后期进行修剪和机加工。在Fibersim 软件中进行复合股料风扇叶片自动铺丝铺层设计的流程与手工铺层相同,但须要在软件层合板设置中选择AFP 设备,并在材料库中选择所需预浸丝束材料。
3 制造工艺比拟剖析
3.1 三维机织和手工铺层
三维机织复合股料的性能比较于传统层压板显示出的优点有:
( 1)可以低成本地制造出例如发动机风扇叶片这类繁芜形状的净尺寸预制体;
( 2)可以针对特定力学哀求定制每个部位、不同方向的力学特性;
( 3)具有更高的耐分层性、抗冲击性、耐冲击损伤性和抗层
间断裂性;
( 4)对付材料的切口等毛病不太敏感。
对付单通道风扇叶片,三维机织构造精良的抗分层扩展能力可以使这类小叶片在鸟撞引起的弯扭大变形中保持足够的刚度和韧性,不会由于局部鸟撞载荷恶化而发生断裂。但双通道风扇叶片由于其尺寸较大,榫头部分厚度变革大,增大了三维机织中打纬的难度和纱线磨损,而且手工铺层复合股料的刚度和强度普遍高于三维机织复合股料,故一样平常采取铺层工艺而非机织。美国GE 公司目前制造复合股料风扇叶片均利用手工铺层工艺,并成功进行了多年商用生产制造,验证了该工艺的稳定性和可靠性。手工铺层工艺和三维机织工艺的特点比拟见表2。
表2 手工铺层工艺和三维机织工艺特点比拟
3.2 手工铺层和自动铺丝
手工铺层的上风在于技能的成熟度与成功的商用履历,而自动铺丝的上风紧张在于工艺流程的自动化、高效化、精密化。手工铺层工艺和自动铺丝工艺的特点比拟见表3。
表3 手工铺层工艺和自动铺丝工艺特点比拟
4 结论
参考国外制造复材风扇叶片的技能发展现状,海内涵商用大涵道比涡扇发动机风扇叶片的研制上须要占领以下难点:繁芜型面大尺寸叶片高精度成型高效传热龟龄命模具设计及制造技能、繁芜气动形状风扇叶片铺层设计技能,以及复合股料风扇叶片预制体三维机织技能、纤维自动铺放技能、无损检测与质量掌握技能。并有以下3 点制造技能发展趋势。
(1)材料形式殽杂化。GE9X 利用的GE 第四代殽杂材料风扇叶片叶身主区域为碳纤/ 树脂基,金属包层覆盖在叶尖、后缘,后缘为碳纤、玻纤稠浊增强/ 树脂基,内部为碳纤,外部为玻纤。由此可以看出,目前国外商用涡扇发动机复材风扇叶片所利用的材料形式由“单一”向“殽杂”转变,新一代的材料性能拥有更高模量、更高韧性、更高强度,海内也须要研究适用于航空发动机风扇叶片的复合股料,建立基于海内碳纤维材料的复合股料高韧性材料体系。
(2)制造工艺自动化、自适应化。复合股料风扇叶片构造形状为双曲面,曲率变革大,厚度变革剧烈,且存在大旋转、变截面区域,利用传统手工操作进行铺层,可能涌现难以预测的铺叠偏差,进而影响叶片整体形状。如Snecma 公司在Leap–X 风扇叶片上利用的三维机织技能与罗·罗公司在UltraFan 上采取的机器人自动铺丝铺丝技能,均利用自动化成形技能以提高生产稳定性,减少人为操作导致的偏差,同机遇械臂的柔性运用空间与三维机织技能的可设计性大大提高了制造工艺的自适应性,可用于其他繁芜形状复合股料构件预成型体的制造,有效提高生产效率,降落制造本钱。
(3)工装材料多样化。在复合股料构件的制造中,模具是决定构件质量、本钱和周期的主要成分。为了保持复合股料构件高温固化时模具型面的稳定性、传热速率和温度均匀性,框架式殷钢模具是繁芜形状复合股料构件模具的首选。而金属模具每每重量重、制造周期长且本钱高,不适用于小批量的试制阶段。参考Hexcel公司利用复合股料生产的HexTOOL 模具,跟金属模具比较重量显著减轻,且提高了加热固化的效率。在研究叶片制造技能的同时,也须要探究新型的模具材料,提高叶片制造的效率同时降落本钱。由以上趋势可以看出,随着制造技能与信息技能的发展,复合股料风扇叶片的制造工艺整体正朝着自动化、高效率、高性能、高精度、高可靠性的方向发展。