随着CAE剖析技能的日臻成熟,对繁芜冲压过程的仿真日益完善,可以通过前期仿照剖析制件成形过程中存在的各种毛病,通过前期提出制件构造设计变更及调度冲压工艺,避免后期实际模具开拓时产生的整改本钱或制件涌现无法变动的质量毛病。
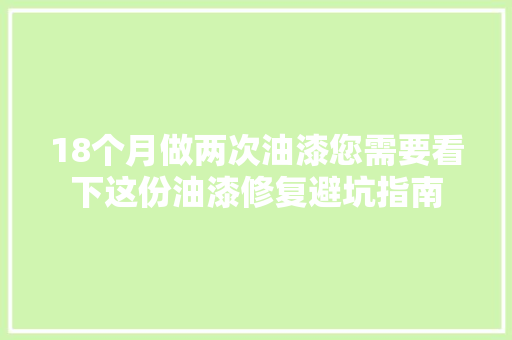
车身产品设计工程师在设计过程中紧张关注知足车身性能及各种配接哀求,对制造可行性关注度不高,常常涌现某些制件制造难度相对较高,乃至无法制造,以是同步工程剖析在新车型开拓过程中起着至关主要的浸染。在某新车型开展同步工程剖析过程中,创造后轮罩外板设计存在很大的制造风险,如图1所示。

利用AutoForm软件对其进行仿照剖析,创造以下几处紧张风险点:
01
Ⅰ、Ⅱ处存在立壁加强筋,顶部圆角涌现多处台阶且不只顺,拉深过程中易涌现应力集中,产生开裂。
02
Ⅲ处落差大(32mm),且立壁拔模角小。
03
Ⅳ处立壁拔模角小,两处立壁平面夹角为锐角,该构造易涌现顶部开裂,角部起皱征象。
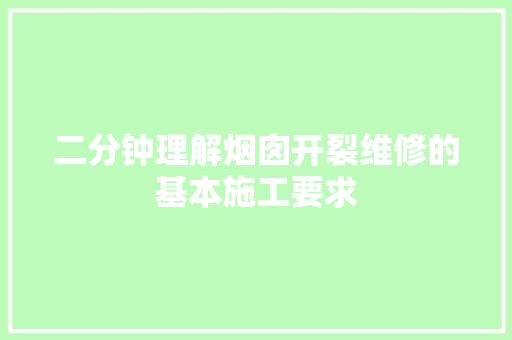
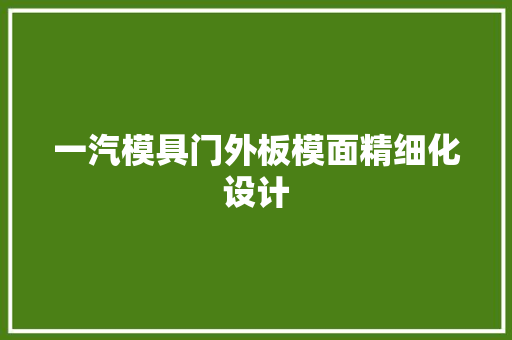
经由CAE剖析,开裂、起皱情形如图2和图3所示。
图2 初始制件开裂情形
图3 初始制件角部起皱情形
由CAE剖析结果可知,初始制件顶部所有存在台阶的圆角均产生开裂,型面变革剧烈位置(Ⅳ处)开裂严重,Ⅲ处角部起皱严重。
针对剖析结果提出变动建议:
01
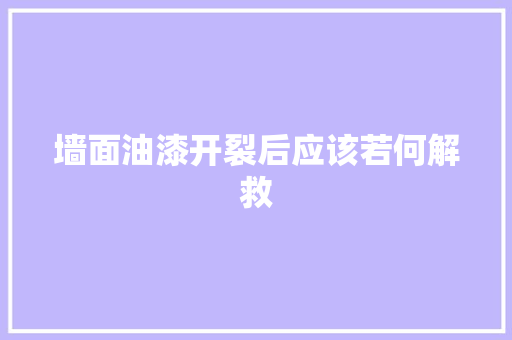
Ⅰ、Ⅱ处立壁加强筋在到达顶部圆角之前消逝,以担保顶部圆角的光顺性,并在顶部非搭接区域增加斜面,使拉深过程中顶部打仗由点打仗变为线打仗。
02
Ⅲ处在后部增加一个斜面削掉易开裂尖点,前部立壁采取整形工艺成形。
03
Ⅳ处在不搭接区域增加斜面削隙开裂尖点,底部增加吸皱三角筋,增加的吸皱筋不能毁坏底部法兰圆角边界。
变更后的制件构造如图4所示,变动后CAE剖析结果如图5、图6所示。
(a)主视图
(b)轴侧图
图4 变动后的制件构造
图5 变动后CAE减薄情形
图6 变动后角部起皱剖析情形
由图5可知,变动后制件有2处尖点位置减薄超过20%,最大减薄率为21.1%,由于轮罩外板材质为DC06,最大减薄率未超过极限减薄率23%,且最大减薄位置在尖点区域,以是变动后制件知足成形哀求。