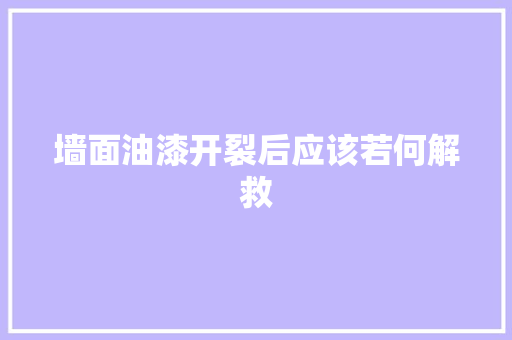
图2
资料互换群:814513220

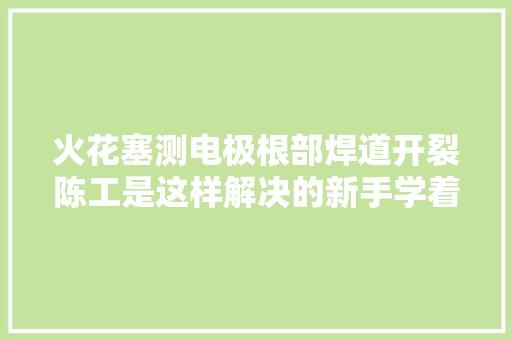
如图3
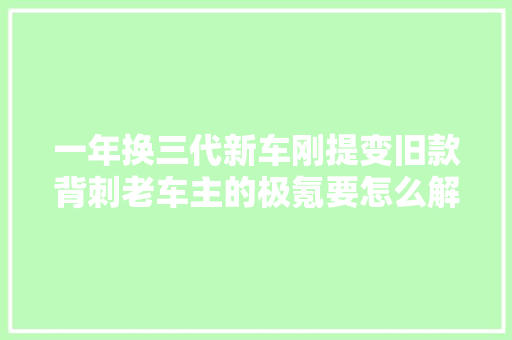
三个件有共同的特点便是都是局部的内凹翻边,且翻边比较高,材料往内流动没有足够料收敛,而且翻边高度比较高图1达到了47mm的翻边高度,图2虽然只有12.1mm的翻边高度,但是它的料厚有3mm,而且属于高强度板,这样的零件在翻边下极随意马虎涌现边缘缝隙,给制件带来不利的影响,强度相应减弱。这3个制件由于采取的是连续模具生产,以是在前期的设计中办理开裂的工艺就显得尤为主要,如果工艺确定不好后续改模空间位置不足极随意马虎造成模具报废,给工厂带来不可挽回的丢失。总体来说这类型的件工艺办理方案可以归纳为5种办理方案,第一种加大翻边的R角,然后再整形到位 第二种在凹陷翻边处采取45°的预折,让材料成型不至于那么急剧流动,然后再翻边到位。第三种采取预折一个凹包的形式,后面再翻边。第四种也是采取凹陷处预翻边,只不过在翻边下去后侧切掉多余的料。第五种方案是在翻边的位置边缘倒角,由于冲压产生的断层影响,加上此处又恰好在翻边的位置以是压边导角使断层带压紧,亦可以起到不错的效果。那么我们来看下图1的办理方案:是采取了第四种方案,后续有侧切
资料互换群:814513220
图2的办理方案:采取了第四和第五种方案,前面开裂有倒角,后续有凹包的预成型
图3的办理方案:采取了第一和第二种方案,预翻边一定的角度,凹陷下去位置圆角加大
第二大类大多数零件在成型的时候由于短缺材料压边而产生的开裂,这类零件只须要补料就可以了,补的材料不须要太多够压边就可以了,太多反而使走料更加困难,在后续的工艺中增加切边工序就可以得到整洁的边缘
资料互换群:814513220
第三大类零件为拉延或者拉伸时候的开裂,这里拉伸一类零件的名词定义为圆筒类和方形类,拉延名词定义为不规则类,汽车类零件居多,这类开裂缘故原由有很多,材料的拉伸性能本身不是很好却拉伸很高,工具体的摩擦系数大,压边弹簧力太大,或者材料的下料尺寸与料厚比过大等一系列的缘故原由造成在拉伸,或者拉延的开裂
资料互换群:814513220