一
翼子板A柱波浪毛病

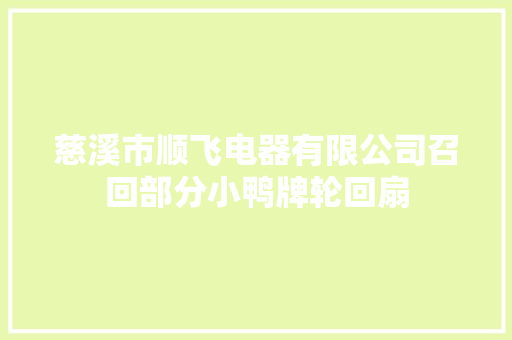
(a)翼子板A柱区域
(b)波浪毛病
图1 翼子板A柱区域波浪毛病
某车型翼子板A柱区域存在波浪毛病,且旁边件毛病形式和位置附近,如图1所示,属于不可接管毛病。目前通过冲压生产后返修肃清,但返修本钱高,必须对翼子板A柱波浪问题进行剖析及优化。
二
毛病剖析
零件状态
1
翼子板采取1模2件生产,成形工序包括拉深、修边、翻边和整形4道工序,且各个工序都参与A柱区域型面变革。以左侧翼子板为例,对4个工序件进行表面质量确认,其A柱区域都有不同程度的波浪毛病。毛病在拉深工序已经产生,随着后工序的进行,毛病严重程度加剧。
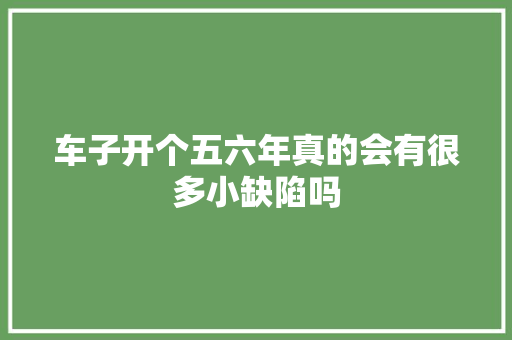
(a)左翼子板丈量点位置
(b)右翼子板丈量点位置
图2 左、右翼子板丈量点位置
为了对毛病进行量化剖析,采取平滑度测定器对左、右翼子板各工序件A柱表面毛病区域进行手工丈量,丈量点位置如图2所示。
丈量后的数据如表1所示,个中负值代表“凹坑”毛病,工序件A柱区域型面丈量数据中超出标准的点较多,波浪不屈均状态明显,且旁边件变革趋势靠近。
工艺剖析
2
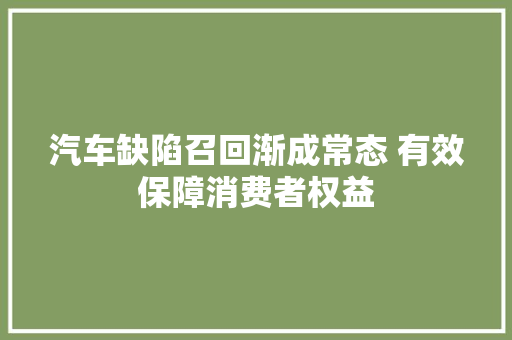
(a)翼子板A柱区域
(b)翼子板A柱区域A-A截面状态
图3 翼子板A-A截面形状
从工序件的毛病状态看,拉深件成形后A柱区域存在成形不充分,集中在正向成形与反向成形的交界处,如图3所示,涌现局部波浪聚拢。
A柱区域外部轮廓修边后,内部成形不充分的区域开始开释内应力,导致正、反成形交界处成形不充分的区域涌现回弹,回弹沿着棱线逐渐向两边延伸,终极涌现大面积不屈均的波浪。
翻边开始时,翻边棱线沿着翻边凸模棱线逐步完成翻边,正向成形区域在翻边时属于压缩类翻边,翻边棱线区域突出,会涌现翻边棱线过高的征象;而反向成形区域在翻边时属于伸长类翻边,翻边棱线区域塌陷,会涌现棱线过低的征象,正向成形区域翻边与反向成形区域翻边相互影响,导致翻边后产生不屈均波浪毛病。
整形工艺与翻边工艺靠近,都是凸模作为标准型面支撑,使棱线发生二次塑性变形,由于整形圆角小,导致波浪毛病加剧。
模具成形稳定性剖析
3
(1)拉深模研磨过程中上、下模研合不达标,凸、凹模拉深到底校正拉深件形状失落效,导致拉深件A柱区域成形不充分。拉深凸模中存在正向和反向2种型面,正向型面人工修磨后涌现修整过量,反向型面人工修磨后涌现修整余量,正向和反向型面的A面链接涌现断点或断线,导致拉深件A柱区域型面不均。
(2)修边模成形过程中上模压料型面存在干涉点,导致拉深件A柱区域的型面强行变形,影响修边件波浪状态的稳定。
(3)翻边模和整形模凸模型面的A面不屈均,导致翻边件A柱区域型面不均。翻边模成形过程中上模压料面与零件外表面不符型,A柱区域型面的非变形区域易涌现变革,导致翻边件A柱区域波浪状态恶化,整形模上模压料与翻边模压料问题相同。根据各工序模具成形的稳定性剖析,拉深模存在模具零件型面不均问题,模具到底状态影响拉深件的成形。后序翻边模和整形模也存在模具零件型面不均问题,且压料失落控使翻边整形件的表面质量恶化。
三
方案履行及效果确认
总体方案
1
通过剖析,翼子板冲压成形过程中,4道工序对毛病的产生都有影响,因此须要对各工序进行工艺和模具优化。受零件造型和冲压设备数量的限定,没有工艺优化的空间,只能对模具构造改进,详细方案如表2所示。
凸模过A面补偿
2
过A面补偿法是提升车身外覆盖件表面质量的有效方法,目前已经运用到多款车型。过A面补偿的紧张事情过程为:①模具零件型面检测;②毛病位置增量补偿;③改动研模。
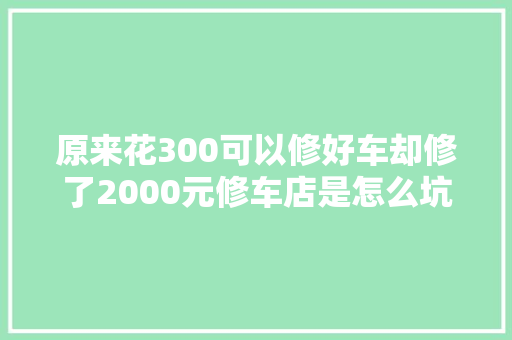
(a)拉深模
(b)翻边模和整形模
图4 凸模过A面补偿方法
详细过程如图4所示,拉深件1位置确认毛病状态后,针对拉深凸模对应的位置2进行过A面补偿,改动后得到拉深凸模型面3,通过凹模对应位置4到底着色研磨,稳定并减缓拉深件毛病状态。翻边模和整形模中,翻边整形件5位置确认毛病状态后,针对翻边整形凸模对应位置6进行过A面补偿,改动后得到翻边整形凸模型面7,通过压料型面着色确认,针对翻边整形压料型面对应的位置8进行过A面补偿,改动后得到压料型面9,通过对压料面进行着色研磨,减缓或肃清毛病。
履行情形
3
01
凸模型面过A面补偿
拉深模、翻边模和整形模凸模A面采取气焊、氩弧焊进行补偿。对凸模型面进行丈量,确认补偿位置、范围及补偿量后,选择合理的增量补偿手段进行补偿、修整、研磨及拉深件确认,详细过程如下。
(1)采取激光扫描仪进行拉深模凸模型面检测,确认A面不屈均位置。
(2)采取平滑度测定器进行手工丈量,确认A面毛病极限点位置,提取A柱区域型面的丈量数据。
(3)根据丈量数据点,确定须要补偿的位置及范围。
(4)通过气焊火焰烘烤的办法,对已经确定好的补偿位置进行加热膨胀,室温冷却至150℃以下确认增量状态,如图5所示。
图5 拉深凸模气焊烘烤胀形状态
(5)采取手工修整,修整过程中利用油石打磨、研磨剂着色确认光顺状态。利用平滑度测定器对拉深模凸模型面进行补偿量确认,增量补偿量为0.01~0.02mm。
02
拉深模到底状态研磨
为了使拉深模上、下模到底,对拉深模研合着色状态进行确认,并根据着色差别进行研磨,凸、凹模到底着色均匀后对拉深件进行确认,详细过程如下。
(1)拉深模闭合深度为1246.1mm,着色不均,深度降落0.9mm后闭合深度为1245.2mm,多处涌现硬点干涉。
(2)拉深模在1245.2mm的闭合高度进行上、下模型面对型研磨,全型面研磨后,着色状态明显好转,A柱区域正、反方向型面对型效果较好,如图6所示。
图6 拉深凸、凹模对型研磨状态
(3)在担保拉深成形到底的条件下,采取1245.2mm的闭合高度生产,拉深件毛病范围和深度减小,紧张集中在反成形区域。
03
肃清修边模压料型面干涉点
修边模上模压料面直接影响拉深件表面质量,对A柱毛病区域研磨压料干涉点,对修边件进行确认,详细过程为:A柱区域修边压料面打磨、修整、抛光,肃清干涉点,修整后的压料板对工序件进行着色验证。对修整后的压料板上生产设备进行出件确认,结果为毛病范围变大、深度更浅,毛病紧张集中在棱线区域。
04
翻边模和整形模压料型面可控补偿
图7 压料面修整后工序件着色状态
翻边模和整形模压料面采取冷焊进行可控补偿,详细过程为:①利用优化后的修边工序件进行翻边压料的着色研磨,结果压料面A柱区域着色不屈均,由于压料面造型繁芜,且压料型面不屈均量<0.1mm,选择精密冷焊进行压料型面的增量补偿;②经由着色研磨,A柱区域着色达到可控状态如图7所示,利用增量修整后的压料板进行生产确认,生产的零件毛病范围变小、深度更浅,紧张集中在棱线区域。
效果验证
4
(a)左翼子板
(b)右翼子板
图8 翼子板A柱区域表面打磨状态
在担保拉深凸、凹模到底的条件下,肃清修边模压料面干涉点的影响,优化拉深模、翻边模和整形模凸模A面状态,通过可控的补偿压料面,以批量生产稳定性来验证效果。翼子板A柱区域模具在履行过A面补偿后,对全工序件进行表面打磨,如图8所示,对A柱区域毛病位置进行数据检测,检测结果如表3所示,毛病已优化至可接管范围。
▍原文作者:赵锋,刘强,程岩
▍作者单位:一汽轿车株式会社