目前,广汽丰田旗下的两款TNGA车型——第八代凯美瑞和C-HR,正处于供不应求的市场状态。这两款车全方位“洗手不干的变革”,特殊是其精良的操控性,得到了异口同声的赞誉;而操控性又与车身刚性关系很大。
今年上半年,在丰田环球品质监查评比活动中,广汽丰田的整车下线一次性合格率高达98.8%,比去年整年提高了0.8%,位列丰田环球工厂前茅。

很多人想当然地以为,车身刚性和碰撞安全性只与车身钢板厚薄直接干系,这实在是一个很大的认识误区。殊不知,同样厚的钢板有强度大小之分。同样强度的钢板因车身构造不同,车身刚性和碰撞安全性也会不同。更多的人不知道,即便是钢板、构造都相同,如果车身各处的焊接精确度和焊点质量不足高,也会大大影响车身刚性、操控性、舒适性和可靠性。这好比制作一件洋装,料子再好,如果缝纫得不足好,衣服不是走了样,便是早早开缝撕裂。以是,让更多的消费者升级、更新评车赏车的不雅观念至关主要。
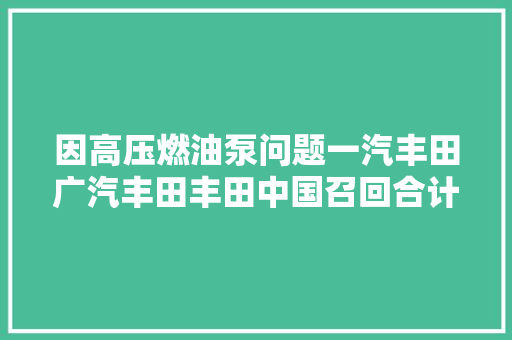
C-HR的车身。高强度钢板利用率100%。全车焊点超过5100个,比同级车赶过40%。赤色部位是抗拉强度1500兆帕的热成型超高强度钢板,黄色部位是抗拉强度980兆帕的超高强度钢板。青色部位为590兆帕的超高强度钢板。高下两条前保险杠,上面的是高强度铝合金,具有出色的碰撞缓冲性能,下面的是用抗拉强度为1180兆帕的超高强度钢板卷成的。
近年来,都有不少人反响车子有异响。至于很多车型用过几年之后异响增多、变得松松垮垮、一派早衰的气候,与车身精度和焊点质量不足高两大“胎病”关系很大。
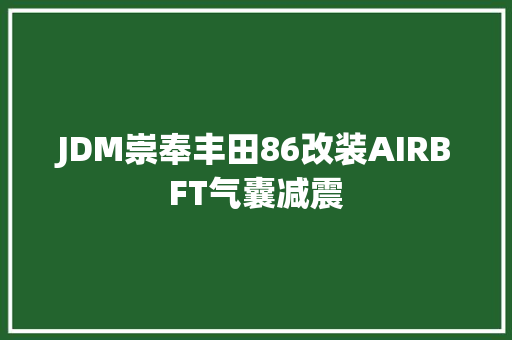
前围、B柱、后围形成环形框架,与整体式侧围共同构成坚固的笼形车身。从图上可见底板中6道纵横交织的由1500兆帕热成型超高强度钢板制成的钢梁。
一辆车身上有好几千个焊点,钢板再好,如果各块钢板之间拼接得不足精确,虚焊、漏焊和焊穿的焊点比较多,起不到应有的固定力度,一定会给操控性、舒适性和可靠性带来一些问题。如果说影响到日常驾乘体验还不足恐怖的话,一旦发生碰撞,被动安全性大大降落,那可便是人命关天的大事了。可惜的是,由于有漆面遮盖,车主看不到座驾焊接质量瑕疵。
就像“人脸识别”,TNGA大量采取“影像识别”
扣子扣错了,衣襟就对不齐;钢板拼接得不足精确,车身干系部位就会较劲。
第八代凯美瑞和C-HR车身上的高强度钢板(270兆帕以上)利用率都为100%,超高强度钢板的利用率也不少于竞争车型。但是,这并不敷以解释它们的车身品质领先性,还是先得从它们的车身焊接精度来提及。
今年年初建成投产的广汽丰田第三生产线,其主焊接线与第生平产线、第二生产线一样,自动化率也是100%。其他品牌所谓的100%焊接自动化率,指的只是主焊接线,而不是全体焊接线。
焊装车间紧张利用的这天本安川品牌和川崎品牌的高速焊接机器人,并且针对TNGA车型高强度钢材的大量利用改换了高压焊枪,焊接强度比原来提高10%。
但是,广汽丰田第三生产线的主焊接线不仅是蜚声天下车坛的GBL(Global Body Line,环球车体焊接线),而且是最新一代。广汽丰田在丰田环球工厂中第一家装备这一独门利器。比起上一代GBL总拼线,新线更加短小精悍;令人惊异的是,它可以不间断地柔性焊接常用车身规格下无限多的车型,生产效率大大提高。
丰田傲视同行多年的GBL,不仅可以不间断地柔性焊接6个不同车型的车身,而且其独特的内夹紧技能使得本工序的焊点数量大幅增加,可以确保车身骨架在移动时保持足够高的精度。
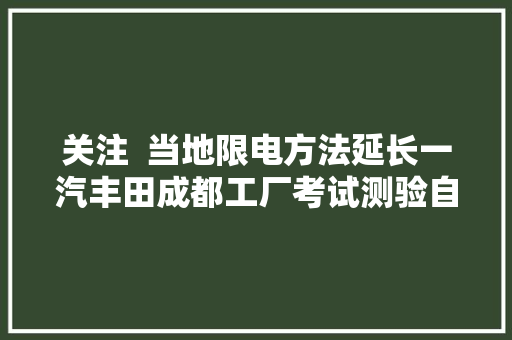
广汽丰田高度柔性化自动焊接主线,可以柔性焊接无限多的当代常规车型,生产效率极高。
第三生产线的GBL总拼环节首先由伺服马达机来给底盘件定位,然后机器人取过车身侧围。当侧围靠近底盘时,机器人手臂上的摄影机会对侧围的位置进行焊前拍照,与后台数据核对无误之后再开始焊接。把侧围和底盘焊接起来之后,机器人给焊接部位拍照,再次与后台数据进行对照,确认焊接精度达标之后予以放行。接下来的车顶横梁焊接,也是首先进行精确定位。
与上一代GBL第二个不同的地方是,在第三生产线的GBL总拼线上,底盘每移动一个工位,机器人都要对其进行定位确认。该线所采取的伺服马达定位技能更加前辈,定位精确度优于其他品牌利用的托盘式定位方法。
延长B柱高下真个横向部件长度(延长“工”字的高下两划),加大与边梁和顶棚边框的重叠度,同时增加焊点,大幅提高车身刚性和安全性。
为了提高车身焊接精度,像制作大客车车身一样,广汽丰田第三生产线采取了“先焊骨架再蒙皮”的工艺,不再采取“先逐块连皮带骨焊好再拼焊在一起”的传统做法。
丰田独创“电极磨刀石”,不换刀,无虚焊
看过广汽丰田的钢板拼接精度技艺之后,接下来,我们看看它如何确保每个焊点都是合格的。
第八代凯美瑞和C-HR的车身刚性之以是得到了赞誉,缘故原由之一便是它们身上的焊点都超过了5000个,比竞争车型乃至是更高一级的车型多出40%旁边。这是其一。其二,它们身上的焊点合格率之高,更是碾压竞争对手。
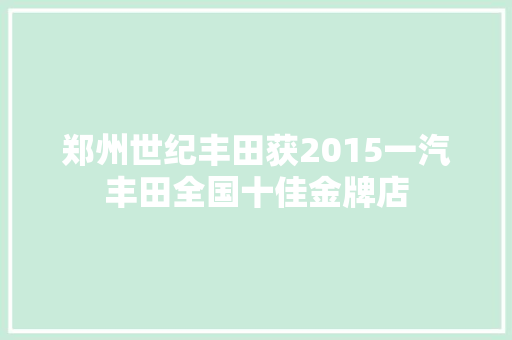
广汽丰田装备的高速自动焊接机器人,都装备了一种丰田独创的“磨刀石”——电极头整形机。机器人每焊接一次,电极头都会在一块小小的“磨刀石”里打磨一下,使每一次事情都保持全新状态,从而确保每一个焊点都是标准的焊点。非常劳碌的焊接机器人不再须要每事情两个小时就要停下来“换刀”(修整电极头),也无需越干越须要把电流调高一点。
机器人每焊接一次,电极头都会在一块小小的“磨刀石”里磨一下,是每一次事情都保持在全新状态,从而确保每一个焊点都是标准的焊点。非常劳碌的焊接机器人不再须要每事情两个小时就要停下来“换刀”(修整电极头)。
独创的“磨刀石”对付提高焊点质量益处极大,可以有效地杜绝“虚焊”征象。所谓虚焊,便是连接两张钢板的焊接部位没有焊在一起,或者没有焊接牢固,只焊住了一点点。在广汽丰田车间里仔细不雅观察,焊接产生的“飞溅”非常少,这也是由于电极头打点品质稳定,减少飞溅导致的焊核不良、焊点毛刺、面品质颗粒不良等征象。
75%以上焊点均为内制,最大限度确保品质
广汽丰田的职工爱说一句话:“品质是制造出来的,不是检讨出来的。”建厂至今,广汽丰田各条主焊接线的自动化率便是100%。目前,全部焊接线包括主线和小总成的自动化率超过了96%。线上各环节都有防错纠错机制,车身焊点险些可以说是100%合格,在同行中处于领先水准。只管如此,广汽丰田还是采纳了多种方法严格考验车身焊接质量。例如,他们用激光在线丈量技能即时保障和丈量车身焊接精度,用超声波代替传统的毁坏性方法来抽检焊点质量。
激光在线丈量保障和丈量车身焊接精度
利用超声波技能对焊接质量线下抽检
为最大限度地确保每一个焊点都合格,广汽丰田的车身钣金件低廉甜头率很高,这一点在同行中显得非常分外。紧张部件和关键部位等与车身安全性高度关联的钣金件,广汽丰田绝不会假手于人,只有类似于车门玻璃框和小加强件之类委外加工。玻璃框是由日本白木广州公司来供货。
广汽丰田的车也有激光焊接件,底盘涂抹高强度构造胶
很多消费者认为激光焊接很前辈,误以为广汽丰田生产的车没有利用这项前辈技能。实在不然,广汽丰田旗下的各款车型上都有激光焊接钣金件,包括前纵梁缓冲区和前地板等部位。激光拼焊技能将不同材质、不同厚度的钢板用激光焊接。这些有利接管碰撞能量的部件,由毗邻广汽丰田的丰通钢业生产,全套焊接机器人来自日本。
C-HR的后门防撞杆利用的超高强度钢管的抗拉强度高达惊人的1620Mpa,可以抵御60公里时速的SUV的侧面撞击,先人一步提前知足未来的侧撞安全标准。
广汽丰田为何不在焊接线上大面积地采取激光焊接工艺呢?有关专家以为,激光焊接工艺生产效率高于点焊,但设备稳定性目前还不是太高。58秒下线一台车,生产节奏很快的广汽丰田,为了确保品质,在本厂没有推广这种工艺。当然,也不用除有其余的缘故原由。不过,对付广大消费者来说,不管采取什么样的焊接工艺,只要车身强度完备达到设计哀求就行。
C-HR还采取了与雷克萨斯一样的机器人涂胶工艺,既提高了钣金件之间的连接强度,又提高了底板的密封性、乘坐舒适性。侧围和底盘各块钣金件之间高强度构造胶的涂抹总长度达到14米。
令人倍感新奇的是,C-HR还采取了与雷克萨斯一样的机器人涂胶工艺,底盘各块钣金件之间高强度构造胶的涂抹总长度达到14米,足见其用量之多。这些构造胶与底盘上绵密的焊点一起,既显著地增强了车身构造的强度,也为实现精良的操控性和舒适性打下了坚实的根本。