关键词: 应力集中 电阻焊 疲倦断裂 连杆
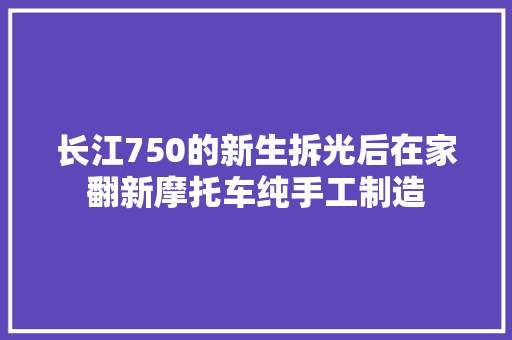
焊接具有连接强度高、工艺大略、本钱低等优点,已成为近代工业生产中不可或缺的主要工艺。由于焊接本身是一种快速熔化和凝固的过程,焊接各部位会产生繁芜的应力分布和各种形态的缺欠。焊接中的缺欠直接影响焊接接头的质量,进而影响整体构造的安全运行,乃至可能导致灾害性的事件。据统计,天下上各种焊接构造的失落效事件中,除属于设计不合理、选材不当和操作问题外,绝大多数的事件都是由焊接毛病、特殊是焊接裂纹引起的。焊接裂纹的存在,减少了却构的有效承载面积,也导致了应力集中。某品牌汽车,于土石路面行驶2800km后,稳定杆连杆在电阻焊位置发生断裂。稳定杆连杆的一端连减振器支架,一端连稳定杆,断裂端位于稳定杆端,如图1所示。稳定杆连杆由杆和球头组成,杆与球头材质均为20钢。焊接工艺为电阻焊,无焊后热处理,焊接后表面电泳漆。为找到连杆断裂缘故原由并规避后期风险,对该连杆进行一系列理化检测。

1. 测试剖析
利用基恩士VHX-600E型3D光学显微镜,对球头位置断口进行宏不雅观不雅观察,初步判断断口类型。利用HITACHI-SU1510型扫描电子显微镜,进行断口剖析。利用ZEISS-Imager.A2m型金相显微镜,对材料进行切片不雅观察和金相剖析。采取MITUTOYO维氏硬度计,对断口附近进行硬度检测。采取SPECTRO-MAXx型火花原子直读光谱仪,对球头和连杆进行材质剖析。未断端与断裂端材质相同,焊接工艺同等,利用环境近似,作为比拟组一起剖析。
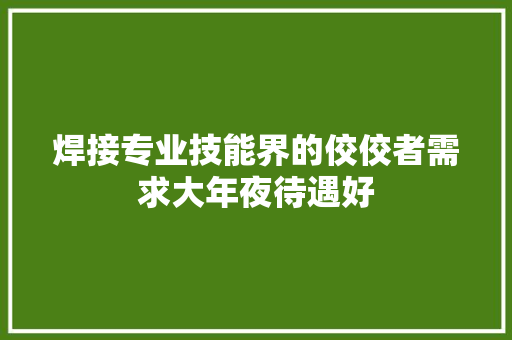
(1)宏不雅观不雅观察在光学显微镜下,对断口进行宏不雅观不雅观察,如图2所示。由图2可知,断口整体呈现旁边对称,解释裂纹源涌如今断口对称位置,且连杆受到正向和反向对称载荷共同浸染。区域Ⅰ轻微磨损,存在一定堕落,为裂纹源位置;区域Ⅱ为裂纹扩展区,可见明显的贝壳纹,是范例的疲倦断裂特色;区域Ⅲ为末了的瞬断区。瞬断区相对付扩展区,面积占比很小,解释工况下零件整体受力并不大。
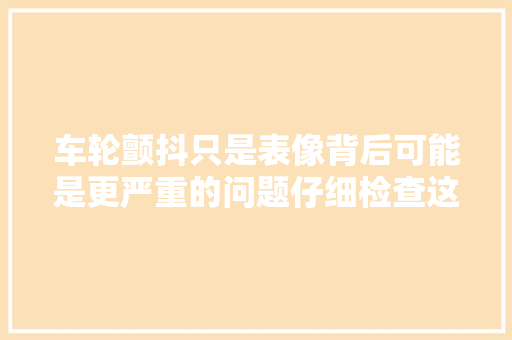
(2)断口剖析图3为连杆的SEM断口描述。图3a取自区域Ⅰ,为裂纹源位置。断面存在磨损,未见明显有效信息。图3b取自区域Ⅱ,为裂纹扩展区,断面存在明显的辉纹,是范例的疲倦断裂特色。图3c取自区域Ⅲ,可见明显的韧窝,为瞬断区。
(3)金相不雅观察图4为断裂端与未断端低倍组织。由图4a可知,断口位置分布于球头部分,裂纹从球头两侧焊接边缘处,呈圆弧形深入球头。比拟图4b可知,断裂端与未断端各位置低倍组织基本同等。图5为连杆特色位置金相组织,测试位置如图4中标示。由图5a可知,裂纹起源于焊缝边缘,沿焊接热影响区扩展。由图5b可知,未断端球头与连杆焊接处边缘也存在缝隙,且在缝隙尖端可不雅观察到深入球头的裂纹。未断端由于减振器的缓冲浸染,尚未彻底断裂。由图5c可知,焊接热影响区金相组织为眇小铁素体+不屈均分布的珠光体。由图5d可知,球头基材金相组织为呈带状分布的铁素体+珠光体,组织均匀。
(4)硬度检测依据JISZ2244—2009,对连杆进行维氏硬度检测,测试载荷0.3kgf(1kgf=9.8N)。测试位置如图4中标示,测试结果如表1所示。比拟断裂端与未断端同区域硬度,两者硬度差异不大。与球头基材(位置3)和焊缝附近区域(位置4)比较,裂纹源(位置1)和扩展区(位置2)硬度明显偏低,裂纹易沿薄弱位置扩展。
(5)材质剖析表2为断裂端球头与杆材质剖析结果。参照GB/T699—2015,断裂端球头与杆基材均符合20钢身分规格。
2. 结果谈论
本失落效案例,球头与杆焊接边缘存在缝隙,缝隙尖端易产生应力集中,形成裂纹源。裂纹扩展区为疲倦辉纹描述,组织为眇小铁素体+不屈均分布的珠光体,硬度较基材偏低。在交变应力浸染下,裂纹沿球头侧热影响区扩展,并终极断裂。未断端也存在裂纹,但由于减振器的缓冲浸染,连杆失落效时,未断端尚未完备断裂。疲倦失落效是汽车金属零部件失落效中最常见的一种失落效形式,险些覆盖了所有类型的汽车金属构造件。在一些车企的历年统计中,疲倦失落效约占总金属断裂的70%。实际利用中,焊接毛病对疲倦强度的影响,要比静载强度大很多。本案例中,瞬断区为韧性断裂,瞬断区面积也很小,证明零部件所受载荷并不大。因此,在知足材料疲倦强度的同时,减少可能的疲倦应力,可有效地提高零件的疲倦寿命。
3. 小结与展望
电阻焊又称打仗焊,是通过电极施加压力,利用电流利过接头的打仗面以及临近区域产生的电阻热进行焊接的方法。电阻焊无需添加焊丝、焊条等添补金属,生产效率高、本钱很低。同时,电阻焊加热韶光短,焊接变形小,操作大略,易于实现自动化。目前,在汽车行业中,电阻焊占总焊接比例的90%,是最主要的一种工艺手段。由于电阻焊焊接速率很快,若焊接中有非常、不稳定成分,每每来不及进行调度,便会造成一定焊接缺欠,进而须要各种检测。目前,电阻焊无损检测紧张有宏不雅观检测、涡流检测、超声波检测等,这些手段对微不雅观缺欠判断均存在困难。毁坏性检讨,包括生产线凿检、力学检测和切片检测等,虽然直不雅观,但本钱较高。由于毁坏性检讨采取定期抽检,存在一定滞后性,一旦创造非常,可能已造成批量事件。
为了提高电阻焊焊接质量,除了焊后的检测,还须要严格掌握焊接参数。目前,优化电阻焊焊接参数,紧张有试验和数值仿照两个路子。
(1)试验电阻焊紧张焊接参数有焊接电流、焊接韶光和电极压力等,影响焊接的紧张成分有焊接材料与焊接参数的匹配、焊接电极头平整程度和焊接部件表面状况等。掌握试验变量,减少裂纹、孔穴和未熔合等缺欠,避免应力集中,可有效提高焊接件的可靠性。
(2)数值仿照建立模型,利用有限元软件(如ANSYS、SYSWELD等),对焊接过程进行仿照。剖析焊接参数、焊接材料、焊接厚度等对焊接性能的影响。随着焊接技能的发展,电阻焊将在今后的工业生产中起到更主要的浸染。