文/田卓华·北汽福田汽车株式会社
张瑞宏·舜晟冲压技能株式会社

李石磊·山东潍坊福田模具有限任务公司
基于大量的修边接刀毛刺问题,详细论述、打算、剖析了覆盖件修冲模具正侧交刀构造的优缺陷,提出正侧交刀设计原则和精确设计交刀冲压工艺的四要素,详细列举论述三类精确交刀设计案例。精确设计交刀工艺、慎重选择正侧交刀构造,从而规避毛刺及其不合理刃带的不可再修性。精益设计、精准制造,让模具交付更快速、利用掩护更随意马虎。
曾经一段韶光,海内主流模具厂流传,“没有毛刺就没有冲压件”。从某种意义来讲,修边毛刺是冲压生产紧张毛病之一,战胜起来,比较困难。二十多年来,海内无数工程师勤学不辍研究修边间隙、刃口材料、数铣程序、刀块基面、热处理、导向精度、刃带表面粗糙度等,使模具修边质量有了很大的提高。但是,对付正侧交刀来讲,构造比较繁芜,交叠不慎,修边毛刺挥之不去。
车身覆盖件修冲模常用正侧交刀构造,实现一序修切干净,效率较高。为了修边线连续、光顺,正侧交刀一定设置重叠段。现实中,不知何时开始,绝大多数修边重叠带刃口棱线下虚空。刃口棱线稍有磨损,修边间隙增大,不能持续、稳定大批量修切。修边后工件修边毛刺如图1 所示。
图1 修边后工件修边毛刺
如果不办理正侧修边重叠带虚空缺陷,就不能实现正常修边。这种修边,不仅工件毛刺大,更主要的是刃带强度低,难以承受量产化修冲冲击;其余,刃带可修复性极差,难修复、修复后不可持久。
正侧交刀利用场景近年来,为节约本钱,主机厂竭力压缩冲压工序数,以降落设备台时及人工用度;再者,一些冲压生产线压机台数锁定,迫使模具开拓商浓缩工序,集中一序修切。就算设计阶段实现了“条约”意图,开拓前期大家彷佛相安无事,实则隐蔽一个不可能肃清的隐患——毛刺。到了交付验收阶段,修边毛刺形影相随,甚至于姑息冲压生产,质量久久不被认可。
也有冲压工艺设计欠佳,且工艺初定,一成不变,导致交刀构造设计无法推动工艺进一步优化;还有为了抢首轮提样进度,拉延成形、翻边类模具设计在先,修冲模设计滞后。待修冲构造评审,须要调度冲压工艺之时,成形类已经投铸,错失落了设计阶段提升优化的第一窗口。
无论商用车还是乘用车,侧围及翼子板工艺路线最长、模具构造最繁芜,正侧交刀司空见惯。用多了、用久了,一些致命毛病习气了,不以为然。大概有范例工艺和构造如此设计,有先师引路,就有充分情由如法泡制。但是,不知道这个虎是个病猫,还是个青葱虎。说到底还是缺少一个长久利用的情景认识,由于,设计师压力山大,很难到冲压现场亲力亲为,许多冲压事件,听说的多,眼见的少。
有了正侧交刀,修冲分为正常修边及非常修边两类,常规正修刃带构造,高下刃带截面线均与冲压方向平行;非常正修,下模刃带截面线和冲压方向有夹角,理论上只有刃口棱线和上刃带构成修边间隙,离开刃口线,或刃带棱线磨损变钝,修切间隙增大。
这种局势急迫须要改不雅观,否则,交付验证旷日持久。铁的事实是,凡是模具交付韶光跨过一两个整年或更久的,被主机厂谢绝吸收,细看产品和模具毛病的前三,大都逃不出设计的毛病。工艺定型、构造锁定,钳工纵然使出九牛二虎之力,耗费旋转乾坤之神,改进改进也泛善可陈。
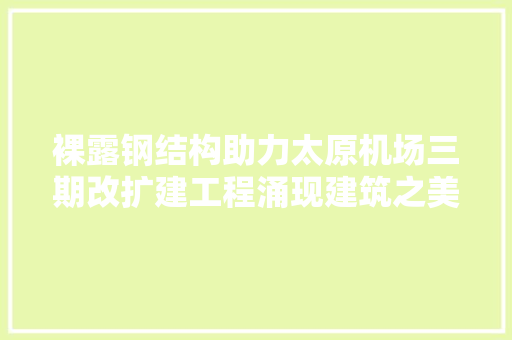
正侧交刀构造剖析车身覆盖件是繁芜的三维曲面构造,许多产品修边时不可能四周全部一次正修。为规避钝口和锐口,就须要采取侧修,图2 为某发罩外板正侧交刀下模构造。如果坚持现状,则模具不可顺利交付。如果交付,一定是让步吸收。最痛楚的将是冲压件永久带毛刺。由于,此毛病不属于长周期质量造就能够办理的范畴,与钳工水平高低无关。如果在模具实体根本上改造,本钱很高。有专家做过统计剖析,设计毛病在图纸阶段改造和实物阶段改造用度之比为1:10000。
图2 某发罩外板正侧交刀下模构造
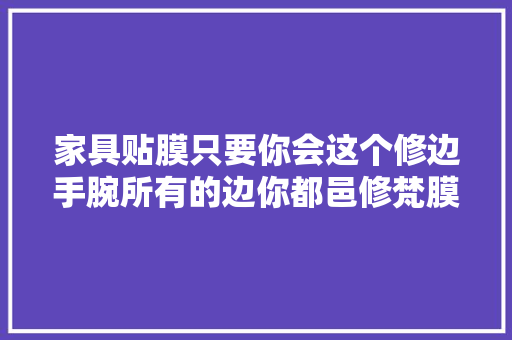
在剖析正侧交刀之前,先搞清楚常规正修刃带构造,图3 所示为常规正修刃带截面。无论上刀还是下刀块都由r 和刃壁两段构成刃带,上、下刃壁均与冲压方向平行。理论上刃口棱线是尖锐的,比如刚数铣结束的刀块。实际棱线尖锐是短暂的,平时是圆润的。只是圆润r(暂且这样表示)大小程度不同。为便于剖析打算,无论刃口棱线横截面是样条曲线、二次曲线等非圆曲线,本文简化为圆曲线,半径用r 表示。下刃一族r,表示随韶光推移,寿命周期之内的磨损,利用越久,r 越大,刃口越钝。微不雅观的修边刃带由两部分构成,一段是磨损后的r 棱线,另一段是刃壁。
图3 常规正修刃带截面
正侧交刀修切,必须有一段重叠修切。否则,修边线不易担保连续。修边有凸尖或三角尖,修边尖角、红线圈定部位(图1)是重叠段,实物接刀并未重叠,修边线留有三角尖。钳工可以改进正修上刀,延长正修刀,取消三角尖。但是下刃带虚空,锐棱间隙大、毛刺大、强度低。
重叠段下刃壁考虑侧修方向进刀,刃壁只能照顾侧修,不能兼顾正修。当正修刀切入重叠段,下刃壁不与冲压方向平行,只有刃口棱线r 最外侧切线与正修上刀刃壁构成修边间隙。此段正修为非常修边。
重叠段正修和侧修先后顺序,一样平常取决于产品构造。本案例正修先切,侧修后切。上刀局部构造较长,修边行程较大。由于垂直向下,下模修边线以外虚空,不易干涉。如果侧修先切,侧修上刀局部行程较长,与下模随意马虎撞上;同时斜楔行程增大,动态刚性较差。为提高刚性,刀体底座面积增大,则斜楔滑块较大。
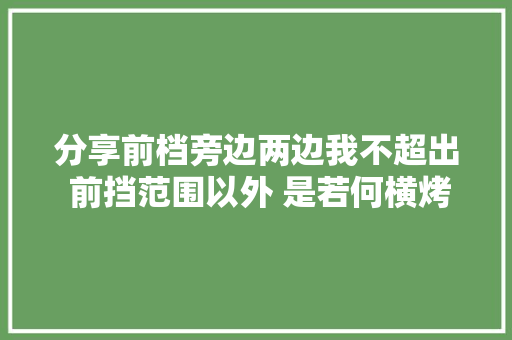
模具构造设计形成一个规则,原则上正侧交刀时,优先定义正先修、侧后修,利于构造紧凑。在重叠刃口段,下刃壁虚空。崭新的刀块刃口理论棱线成立。冲压数百件变钝,间隙增大;大间隙修切,挤压严重,加速磨损,图4 为非常正修刃带截面。
图4 非常正修刃带截面
正侧交刀设计原则正侧交刀有利于一次修切干净,效率较高,但是须要遵照一个原则,正侧交刀重叠部位要共面。即无论正、侧修边,下刀刃壁与冲压方向平行。否则,不能坚持量产冲压作业。
冲压工艺设计初期,布局交刀位置,由于多为2D 曲线,空间构造不十分明晰。待模具3D 构造设计完成,交刀时适应量产基本一览无余。为规避非常交刀,表示“共面”原则,一样平常须要调度交刀点,会引起排废物重新考量;或者改造工艺面,实现正侧修交刀段共面;或改造工艺面,取消交刀,节省一个斜楔机构,本钱降落。如果不坚持精确原则,产品毛刺和频繁修理,模具不能顺利交付验收。
安排设计操持时,成形类和修冲类模具尽可能同步推进,供应全套图纸供需方评审、会签,捉住设计优化的第一窗口,实现精益设计;如果因各类缘故原由须要有先后顺序,成形翻边类模具投铸的唯一条件条件,是修冲类模具会审结束。这一过程也许多耗费数十天,取得的成果是节省模具交付验证韶光。
关于交付,亟需建立一个标准,“快速交付”,3 个月或6 个月交付完成。不一样的标准,不一样的痛点关注度,不一样的本钱。标准可以逐级提升,但不能没标准、不提升。
不共面的交刀构造紧张有三个痛点:
⑴产品或工序件毛刺大,翼子板正侧交刀构造(图5);图5(a)为正侧交刀棱线下部虚空,刃尖易磨损,间隙增大较快。
图5 翼子板正侧交刀构造
⑵刃带强度低,模具交付冲压厂小批验证,难以具名吸收;图2 发罩外板正侧交刀下模构造,局部下刃形成极小的锐角,约40°。
⑶可维修性差,理论上无法维修;纵使补焊、数铣,持续韶光很短,造成频繁修补,摧残浪费蹂躏工时。
正侧交刀构造优化设计正侧交刀设计标准常日冲压工艺设计对付正侧交刀构造设计而言,须要定义必要的参数。如果定义不完全,模具构造设计可以随意率性发挥,产生交刀不良,达不到量产模具的标准。
正侧交刀工艺设计要素包括:正侧交刀重叠段,侧修刃带和正修刃带共面;冲压方向、斜楔方向及方位角须要明确定义;正侧交刀重叠段,出发点和终点明确交刀段长度;重叠段正修和侧修进刀次序,可以笔墨表述,2D 表达最佳。
冲压工艺内容调度正侧交刀不知足上述四要素,可以分序,从而取消正侧交刀。图6 为某产品正侧交刀工艺构造。工艺评审创造正侧交刀非常,原工艺构造中OP20 修边,角部一次修净。评审此处交刀段,正侧刃带不共面,特殊锐,提出变动见地。改进后的设计,角部废物分两序完成,且无需增加工序数,规避了非常正侧交刀。
图6 某产品工艺设计构造
工艺造型优化改造有的正侧交刀不共面,重叠段属工艺面;且侧冲上刀构造受限,非常软弱,没有刚性。如果按此制造,将来模具大概只能临时提样,不能量产化。图7 为一侧围工艺优化后的模具3D 构造,角部全部正修完成。产品角部修边后翻整,修边面为工艺面,局部许可改造,不用交刀,少一个侧冲器,制造本钱降落;刃口线可规复性强。
图7 一侧围工艺优化后的3D 构造
或许有人提出,新的构造设计,刃带有立修并局部钝角。按照模具利用现场,局部范围钝角修边比锐角修边刃带寿命长,钝口可以处理一个眇小平面,以降落修切侧力;立修上刃修切行程长,动态刚性和刃壁垂直度哀求较高。比较正侧交刀不可交而交之,模具交付利用后,前者人力不可规复,后者人力可规复。
图8 所示的正侧交刀构造,重叠段棱线以下虚空,量产刃口r 易磨损,数百件过后,毛刺增高,形成撕切状。如果一序修切完成,受左侧产品构造制约,侧修上刀旁边都与正修交刀,才可实现修边线连续。旁边受限,侧修刀伸出部位旁边方向约为20mm 厚的薄片,刚性很差,不能担保冲裁间隙。
图8 正侧交刀构造设计
调度侧冲方位角图5(a)所示的翼子板正侧交刀下模构造,主机厂规定四时,或冲压线压机四台,模具数不可打破。但是,翼子板正侧交刀图不丢脸出,虽然正侧交刀不共面,但角度相差很小,大约8°以内。由于受侧冲方孔制约,彷佛无法改变。
根据笔者履历,两个方孔一样平常为卡扣孔,决定了侧冲方向。可与主机厂协商,孔的法线方向调度角度,再调度斜楔机构方位角,有利于正侧交刀刃带共面;如果不同意改产品,两方孔的法兰边属于工艺面,后工序翻边整形。两孔法兰面改造一个小角度,完美实现正侧交刀的共面原则。
人们在处理一些疑难问题时,每每会旁边难堪。处理一个问题,可能带来一个新的问题而裹足不前,大概新的问题实质不是问题,但却成为提高的拦路虎、挡箭牌。在深入、广泛剖析疑难杂症的根本上,在诸多不利条件下,两害之间择其轻;诸多优点兼备时,两优之间择更优。只有这样,我们才能够在精益设计、精益制造的大路上武断前行,攻坚克难,取得更加亮眼的古迹。
如果定义了更高的标准,精益设计是自主行为,很自然的过程。如果缺少高标准严哀求,模具交付听之任之,此刻,哀求精益设计,那便是“强人所难”,终极供需双方都难熬痛苦。只不过煎熬的韶光段不同罢了。设计者难熬痛苦,造诣的是低本钱、高效益;开拓者随意马虎,难熬痛苦的是模具利用者。
结束语本文剖析了修冲模常见的正侧交刀设计构造及其造成的毛刺、不可规复性刃带;指出正侧交刀构造设计原则;交刀不可避免,但是工艺可以优化,不交刀、少交刀、能交刀,从而规避先天修冲毛刺毛病。终极为快速交付模具做事,纵然工艺费些苦处、构造绞尽脑汁,也是值得的。由于,设计阶段和实物阶段的改进改进用度比为1:10000。
——文章选自:《铸造与冲压》2022年第2期