一、汽车构造件改换概论
汽车构造件维修中,常见的维修方法有构造件改换和构造件拉伸修复等。为了知足人们对汽车安全性能的哀求,汽车构造件损伤之后,钣金维修技师一样平常采取改换的形式进行修复。在目前汽车维修行业短缺规范的情形下,很多钣金维修技师进行构造件维修时,常日会采取加热的办法,但加热时要把稳构件的温度不能超过200℃,由于汽车构造件常日采取高强度或超高强度的钢材,加热过度会导致构造件材料性能发生变革。

二、汽车构造件改换步骤
当汽车受到正前方或侧前方的撞击时,车身前纵梁和避震器支座会发生变形。由于前纵梁和避震器支座构造繁芜,一旦发生变形就须要进行改换,因此,下文将详细先容改换步骤。
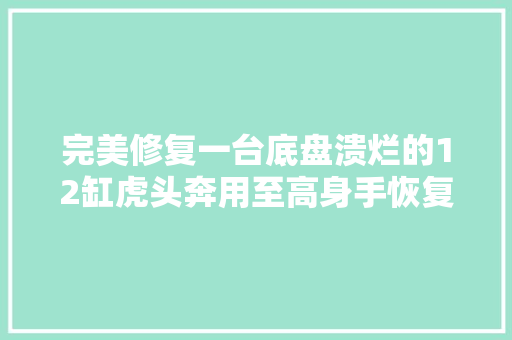
1.定损
确定损伤区域的变形量,根据损伤的变形量来订定维修方案,如图1所示。通过模具定损时如果创造变形量过大,存在扭曲变形、无法进行拉伸修复等情形时,须要对前纵梁和避震器支座进行改换。
2.确认焊点位置、数量
构造件一样平常通过电阻点焊进行连接,维修时首先要确定焊点的位置和数量,然后再进行焊点去除操作,焊点全部去除后原来连接在一起的板件才能分离。由于每个构造件都经由严格程序进行焊接,一样平常在汽车维修手册会有记录和先容,因此,维修职员通过查阅汽车维修手册就能知道构造件上焊点的位置和数量。
3.定位冲定位
找到焊点的位置和数量后,须要对焊点进行定位,以便利用去除电焊机对焊点进行去除。利用定位冲可以对焊点进行定位,其浸染是在去除焊点时担保焊点肃清钻不会钻偏。在利用定位冲进行定位时,敲击力度不宜过重,定位冲定位只要能为焊点肃清钻供应一个导向浸染即可,如果敲击力度过大可能破坏构造件的底板,给后续的连接操作造成不良影响。
4.钻除、打磨
去除焊点常见的方法有钻除和打磨等。钻除又分为直接钻穿和不伤底板钻除两种形式,一样平常来说,不伤底板钻除被认为是最好的钻除办法。打磨是利用高转数砂轮机对焊点进行打磨,打磨达到一定程度后,再利用麻花钻钻除焊点,这是把底板也一起钻除的办法。打磨虽然不是最好的一种方法,但效率较高、耗材较便宜,很多汽车维修店都采取这种方法对焊点进行去除。其余,在去除焊点时把稳不能戴棉纱手套。
5.除胶
某些铝合金车身构造件的连接会用到粘胶,粘胶属于塑料制品,加热之后会变软熔化,因此,在进行改换时须要用加热等方法打消构造件上的粘胶。在利用电热风枪进行除胶时,粘胶被加热变软达至熔化状态时会开释有毒气体,钣金维修技师进行该项操作时必须佩戴防毒面具及干系防护用品。
6.錾子分离板件
采取不伤底材的形式去除焊点,在钻除或打磨时如不能彻底将板件分离,还须要利用錾子才能完成。錾子的顶部一样平常呈扁平状,在分离板件时不会造成板件的二次破坏。把稳在利用錾子时,要对多个部位嵌入敲打,进行板件分离时,切勿伤及底板。
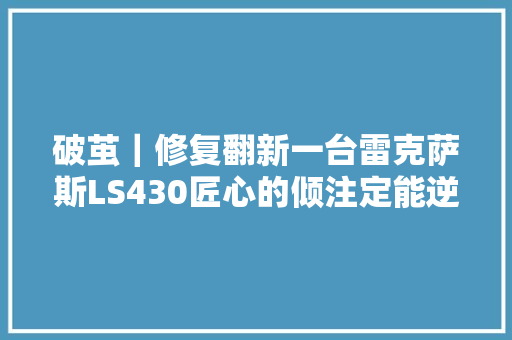
7.去除旧胶
在某些板件之间利用双组分胶进行粘接,进行板件分离操作后,板件会有修复前涂抹的粘胶残留,为了避免对后续二次粘接的操作造成影响,在修复前要将原来的粘胶去除。去除粘胶的方法有很多种,钣金维修职员可以根据维修园地的设备条件选择一个较得当的方法,如图2所示。
去除旧胶的方法有加热去除、打磨去除和革除等。粘胶是有毒物质,加热后会开释有毒气体,打磨和革除时会产生有毒粉尘,对维修职员的身体造成侵害。因此,无论采取什么方法对旧胶进行去除,都要做好严格的防护准备。
8.模具对位
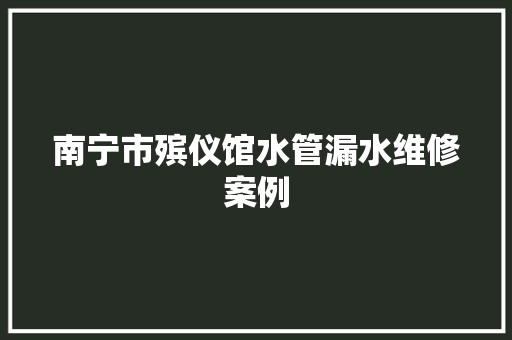
模具对位是某些专用拉伸修复平台供应的对位办法,采取这种对位办法对车身进行修复时无需丈量。例如,保时捷采取的专用拉伸校正平台,故定损时可直接通过安装模具对车身进行对位,确定车身的变形情形;安装新件时也不须要进行丈量,可以直策应用模具进行对位,非常方便维修职员操作。而某些品牌的通用型拉伸校正平台须要利用丈量的办法确定构件的受损变形程度,不存在利用模具对位的说法。模具对位操作如图3所示。
在利用模具对位之前首先要确定选用的模具是否精确,例如,先确定好是利用拉伸维修模具还是利用改换模具,由于避震器支座的拉伸维修模具与改换维修模具之间存在差异。
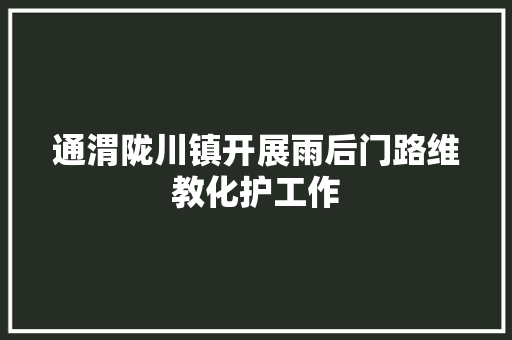
9.钻连接孔
如果板件间采纳的连接办法是胶粘、铆接和螺钉等,则须要在板件上钻孔,如图4所示。
在钻连接孔时,须要对已经利用模具对位的构造件进行定位,这是为了防止钻孔时发生偏钻,偏钻会造成铆接后的构造件位置发生变革而偏离定位位置。
10.旧件与新件的打磨
如果须要改换的构造件采取胶粘铆接办法,在改换之后就须要对构造件进行胶粘铆接。粘胶的粘合条件是要确保板件干净无油污,因此,在利用粘胶进行连接前,必须对板件进行打磨、除油等除污处理,如图5所示。
如果须要打磨的是铝件,打磨机的速率要调度到1 800r/min 旁边。在进行打磨除污之后,还要对板件进行清洁度检讨,防止 清洁度不足导致粘胶粘合不牢。
11.打胶
打胶时要环绕孔的周围进行,粘胶标准厚度是1mm旁边。打胶前应先把稠浊胶的前30mm挤掉,待稠浊充分后再进行打胶作业。双组分胶如长期袒露在空气中,粘胶会发生变质,故在每一次利用前,都要先改换稠浊嘴。
12.铆接
进行铆接时,铆钉枪需垂直于板件,并只管即便靠近铆钉的最底部。在进行铆接时,要用铆钉枪压紧铆钉,在进行铆接之前,要在每个孔上插上铆钉,防止在铆接时由于铆接的拉紧力导致铆接孔错位。
13.表面打胶
在进行铆接作业之后,要对板件接缝处和铆钉进行打胶处理,打胶起到密封和防腐的浸染。在接缝处和铆钉、螺钉表面打胶,能很好地将被切割的部位和表面没有涂抹漆膜的部位与空气隔绝。
进行胶粘铆接后,在12h内不能拆卸模具,24h内不能加载。在做完粘胶12h内,车身都应固定在拉伸校正平台上,不能拆卸、移动模具;12h后可以移动,但是在24h以内不能对修复区域加载重量,以防止由于粘胶未干发生变形。
我平台致力于好文推送,平台图文视频均来源网络,不代表平台不雅观点和不对其真实性卖力,仅供参考。戴德原创作者,版权归原作者所有,如若侵权,烦请平台留言删除。