末了指出装置工具的选型与装置工艺的校核应并行开展并与整车开拓保持同步,才能担保其在提高质量、降落本钱和缩短周期中起到积极浸染。
同步工程( SE) 是指对全体产品开拓过程履行同步、一体化设计,匆匆使开拓者始终考虑从观点形成到用后处置的全体产品生命周期内的所怀孕分 ( 包括质量、本钱、进度和用户哀求) 的一种系统方法。

SE 可以提高产品质量、减少开拓本钱和缩短开拓周期。在汽车行业,广义的 SE 包括方案、 设计、工艺、采购、质量、发卖和财务等内容,狭义的 SE 只包括工艺剖析和设计。
由于构造大略、连接可靠、拆装方便,螺纹连接成为汽车零部件最常用的连接办法,占总装车间装置事情量的 70%。
因此,螺纹连接构造装置工具的选型与装置工艺的校核是汽车总装同步工程的一项重点事情。
01 螺纹连接构造装置工具的选型
1.1 工具分类
根据动力来源,螺纹连接构造装置工具分为气动、电动和手动 3 种类型。气动工具包括气动螺丝刀、气动冲击扳手、气动油压脉冲扳手、气动拧紧扳手等,个中,气动冲击扳手、气动油压脉冲扳手常合营手动定扭扳手利用;
电动工具包括电动螺丝刀、电动拧紧扳手、电动拧紧轴等;手动工具包括开口扳手、梅花扳手、手动定扭扳手等。与气动工具比较,虽然电动工具的采购及掩护本钱较高,但其精度较高、能耗较低、现场较整洁且噪声较低。
1.2 工具选型
螺纹连接构造装置工具选型时需综合考虑扭矩等级、装置空间、装置效率、作业环境和本钱等成分。
1.2.1 扭矩等级
扭矩按主要程度分为关键扭矩、主要扭矩和一样平常扭矩。关键扭矩与职员安全或法律法规直接干系,其常日采纳扭矩掌握带角度监测的拧紧策略,选用高精度、可追溯的定扭工具;
主要扭矩与车辆的主要功能直接干系,其常日采纳扭矩掌握带角度监测的拧紧策略,选用高精度的定扭工具;一样平常扭矩常日采纳扭矩掌握的拧紧策略,选用与其精度相匹配的定扭工具。
1.2.2 装置空间
装置空间包括装置时的工具空间、手部空间和人体姿态,工具的形状构造紧张由其决定,常见的工具形状构造如表 1 所示。
表1 螺纹连接构造工具常见的形状构造
枪式、弯头式和直柄式工具的紧张参数为驱动方头尺寸,该尺寸越大,输出的扭矩越大。紧固部位的扭矩哀求与驱动方头尺寸的履历关系如表2 所示。为了担保工具的利用寿命,一样平常哀求紧固部位的扭矩不超过工具最大扭矩80% 。
直柄式扁平头、偏置式扁平头、直柄式开口和偏置式开口工具根据紧固件头部尺寸及紧固件扭矩进行选型,这几类工具不须要与套筒、接杆合营利用。
表2 紧固部位扭矩哀求与驱动方头尺寸的履历关系
1.2.3 装置效率
生产节拍越高,对装置效率的哀求也越高。工具的装置效率除了受自身转速的影响,还与其通用化程度有关,在生产过程中工具改换得越频繁,装置效率越低。
1.2.4 作业环境与本钱
作业环境指现场的整洁程度和噪声等级,本钱包括采购本钱、掩护本钱和能耗。随着作业环境和能耗的哀求越来越高,汽车总装车间越来越方向于利用电动工具。
1.3 套筒选型
套筒的一端连接工具,另一端连接紧固件,当工具和紧固件选定后,套筒的接口也随之确定。
常见的套筒形式有外六角、内六角、内六花、起子头等,此外,还有一些分外形式的套筒,如氧传感器的专用套筒为了避开零件自带的线束,在套筒外侧开了个缺口,如图1所示。常见的套筒长度有标准型、半加长型和加长型,若有分外需求也可以定制或低廉甜头。
在生产线装置非活栓活母的螺纹连接构造时,应利用自带磁性的套筒,以减少预紧操作,从而降落装置强度,缩短装置韶光。此外,由于万向套筒的迁徙改变难以掌握,薄套筒随意马虎疲倦破损,生产线应避免利用万向套筒和薄套筒。
1.4 接杆选型
当工具轴向长度不敷时,可以在工具与套筒之间增加得当长度的接杆。由于利用多根接杆装置时迁徙改变难以掌握,为担保装置安全,生产线应避免将接杆串联利用。
02 螺纹连接构造装置工艺的校核
为担保装置构造的合理性和装置工艺的可行性,需在工程设计阶段对产品数据进行校核,要点如下:
图1 氧传感器专用套筒
(1) 为简化物料管理、减少工具调度或改换, 同一人装置的螺纹紧固件的型号和扭矩应只管即便统一;同一人装置的管接头的头部尺寸和扭矩应统一;车轮紧固件的数量、分度圆直径、头部尺寸和扭矩应统一。
(2) 装置过程中兼起导向浸染的紧固件,如车身悬置螺栓、空调箱自带螺栓等,应设计有导向构造。
(3) 为简化物料管理和装置操作,须要利用平垫圈和弹簧垫圈的部位应优先选用组合类紧固件。
(4) 工具外轮廓与周边零件、工装等需担保至少 5 mm 的间隙,握持工具的手部与周边零件、工装等需担保至少 50 mm 的间隙。
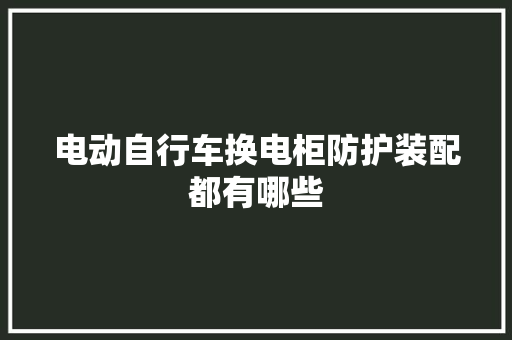
(5) 套筒和接杆对装置空间的哀求根据其周边是否存在零件而有所不同,详细数值如图 2 所示。直柄式扁平头、偏置式扁平头、直柄式开口和偏置式开口工具的头部空间也按此哀求进行校核。
图2 套筒、接杆的装置空间哀求
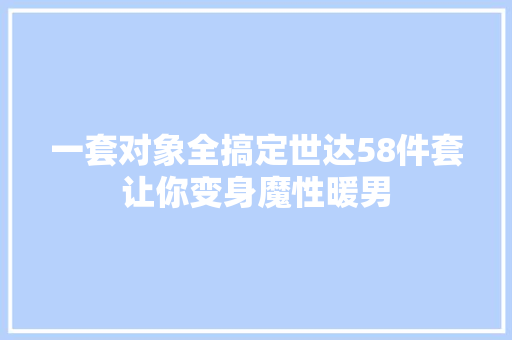
(6) 装置校核不能局限于终极状态,还要兼顾全体装置过程。某车型的动力转向器与车架有 4 个固定点,4颗 M14 的长螺栓均需穿过车架的转向器横梁个中一颗螺栓的法兰部位在穿入过程中与车架的管路横梁干涉,无法穿入,如图 3 所示。
经与产品工程师谈论,决定修正管路横梁形状,以让出螺栓穿入空间,如图 4 所示。
图3 螺栓法兰部位与管路横梁干涉
图4 管路横梁让出螺栓穿入空间
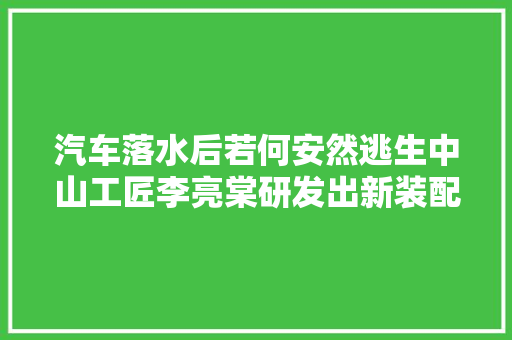
除了紧固件的进入过程,工具的进入过程也应同步校核。某车型仪表板线束的保险丝盒在总支配阶段放在图 5 所示的部位,其上部一颗 M6 螺栓的固定点在终极装置状态时,工具与仪表板横梁有一定的空间,但在装置过程中工具与仪表板横梁干涉,如图 6 所示。
经与总支配工程师和产品工程师谈论,决定将该保险丝盒移至图 7 所示位置,以让出工具空间。
图 5 保险丝盒装置至终极状态时的工具空间
图6 保险丝盒装置过程中工具与仪表板横梁干涉
图 7 移动保险丝盒让出工具空间
(7) 装置校核时工具应处于垂直状态,即工具拧紧部位的轴线应与紧固件的轴重合。若垂直装置时工具与周边零件或工装有轻微干涉,可以许可工具稍做倾斜,为担保螺纹不滑牙,M8 及以下紧固件的工具倾斜角度不应大于 3 °,M8 以上紧固件的工具倾斜角度不应大于 5 °。
某车型自动换挡机构的一颗 M8 螺栓固定点在装置时接杆与自动换挡机构轻微干涉,如图 8 所示,经与产品工程师谈论,因干涉部位构造难以变动,末了决定采取倾斜装置,倾斜 3 °后,接杆与自动换挡机构的间隙超过 2 mm,知足哀求。
图8 自动换挡机构安装点倾斜装置
(8) 如果遮挡装置空间的管路和线束足够优柔,能够用手直接拨开,此种状态在设计变动困难时也可以让步接管。
(9) 装置过程应知足人机工程。例如,零件不得存在需过度扭曲身体的装置点,以免造成工人腰椎、颈椎、腿等部位的劳损;零件装置时应有良好的视线,避免盲装;避免多个零件共用连接点以降落操作难度;M12 及以下的紧固件只管即便不该用活栓、活母的构造,以避免装置时要在两侧同时操作。
03 总 结
螺纹连接构造大量运用于汽车产品中,其扭矩等级和装置空间是装置工具选型的两个最主要考量成分,在剖析其装置工艺时,应对全体装置过程进行校核。
在事情流程上,装置工具的选型与装置工艺的校核应并行开展,同时与整车开拓保持同步,这样才能尽早提出问题,以达到提高产品质量、减少开拓本钱和缩短开拓周期的目的。
前瞻速递
9月4-6日,在苏州花桥国际博览中央即将召开 GAF2024环球紧固连接装置技能大会暨展览会,紧张汇聚来自汽车、储能、光伏、风电、工程机器、航空航天、轨交、科研院所及零部件行业的决策层、技能及研发高管,协会领导和海内外专家等。本次展会估量350+展商,吸引6000名专业不雅观众参会。同时,GAF螺丝君将在现场带来:
● 2 份(新能源汽车紧固连接、拧紧装置)行业研究报告;
● 2 款新能源(一体化压铸车身、底盘最新紧固连接点)展车;
● 2 个(连接技能、拧紧标准)前沿的实验室。
希望与各位共同探寻规律,探求答案,一起破万“卷”!
本日的话题,就分享到这里,不当之处,欢迎批评示正;若您有任何疑问或建议,或须要进群互换的小伙伴,可关注螺丝君微信"大众年夜众号:GAF螺丝君(GAF-luosijun)