本文通过利用QC质量工具,对总装、涂装、焊装及冲压专业进行排查,采取头脑风暴法,利用鱼刺图,从人、机、料、法、环、测的维度进行剖析,办理了某汽车公司一款轿车车型行李厢盖掉漆的问题,对付轿车外不雅观质量的提升具有主要意义。
某汽车公司新车型项目的前期单机验证阶段,总装反馈行李厢盖与尾灯匹配处右侧掉漆(图1),质量毛病诊断为A类,严重影响整车交付。公司立即成立QC小组,确定课题:开展现场调查剖析,办理轿车后盖掉漆问题。

图1 反馈行李厢盖与尾灯匹配处右侧掉漆
QC活动程序
现状调查
总装车间小组成员对总装职员装置技能调查,现场职员知足装置哀求,打消因装置不良产生掉漆的成分。小组成员对总装尾灯与行李厢盖总成匹配间隙进行调查(图2),DTS标准值为(1.5±1.0)mm;现场实际匹配间隙值为0.3mm,不合格,存在车身运动导致干涉产生掉漆的成分。
图2 总装尾灯与行李厢盖总成匹配间隙
涂装车间调查创造,涂装油漆喷涂及车辆运输过程符合标准,打消因油漆喷涂不到位和过程运输磕碰产生掉漆的成分。
焊装车间小组成员调查创造,白车身上尾灯装置状态与整车同等,间隙约0.3mm,不合格;用总成检具对行李厢盖总成数据进行检讨,检测哀求为(3.0±0.7)mm的间隙;实际间隙为2.0~2.2mm,不合格,往车身Z向走-0.8~-1.0mm,存在与尾灯匹配干涉产生掉漆的成分,如图3所示。
图3 总成检具对行李厢盖总成检测
三坐标检测数据显示,尾灯匹配处丈量点的间隙面丈量值是0.027mm,打消因尾灯不合格与行李厢盖总成干涉产生掉漆的成分。尾灯安装孔合格,打消因安装孔不合格进行装置导致与行李厢盖干涉产生掉漆的成分。
行李厢盖总成三坐标检测与检具丈量趋势同等,匹配处的间隙面往车身Z向走-0.9~-1.1mm,存在与尾灯匹配干涉产生掉漆的成分。根据小组成员充分的调查,剖断行李厢盖总成尺寸不合格与右尾灯匹配产生干涉是导致掉漆的紧张缘故原由。
设定目标
QC小组制订质量活动操持(表1),目的是实现3个目标,⑴行李厢盖总成与尾灯匹配右侧间隙做到GD&T哀求的±0.7mm公差内;⑵行李厢盖总成与尾灯在车身静态下,做到DTS:(1.5±1.0)mm整车匹配哀求;⑶知足DTS的条件下,依据车身动态验证及匹配需求,行李厢盖总成做正向贡献,彻底办理掉漆问题。
表1 QC小组质量活动操持
剖析缘故原由
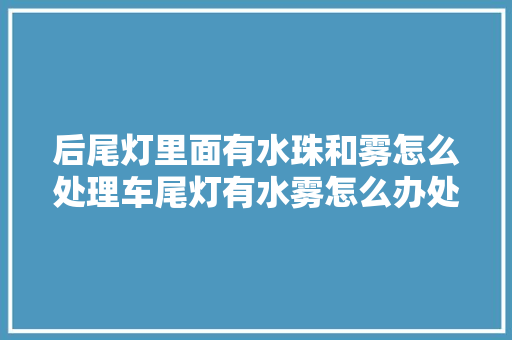
小组成员召开“头脑风暴”会议,通过绘制“鱼刺图”(图4)对行李厢盖总成尺寸不合格的缘故原由进行剖析,末了根据“头脑风暴”法得出行李厢盖总成尺寸不合格的八个末端成分,制订要因确认表见表2。
表2 行李厢盖总成尺寸不合格的八个末端成分
图4 行李厢盖总成尺寸不合格鱼刺图
确定紧张缘故原由
⑴末端成分①,员工技能不敷。小组成员对2021年3月到2021年4月份员工岗位技能表进行排查,确认员工具备岗位资质,该缘故原由确认为非紧张缘故原由。
⑵末端成分②,压力机维保不到位。小组成员依据设备点检表确认压力机是否知足设备点检状态,同时对焊装设备点检项进行核查,创造压力机设备按哀求点检,设备运行正常,该缘故原由确认为非紧张缘故原由。
⑶末端成分③,尾灯安装板不合格。小组成员采集3台份尾灯安装板数据(图5),利用三坐标打点丈量,创造尾灯安装板数据合格,知足GD&T公差哀求,该缘故原由确认为非紧张缘故原由。
图5 3台份尾灯安装板数据
⑷末端成分④,行李厢盖上外板尺寸不合格。小组成员利用塞尺及钢板尺通过检具对行李厢盖上外板进行丈量(图6),创造行李厢盖上外板与右尾灯匹配处间隙小,偏差量与总成件基本同等,不知足GD&T公差哀求,且右侧包角翻边高比左侧长2mm,不知足产品数据哀求,因此确定行李厢盖上外板尺寸不合格是紧张缘故原由。
图6 行李厢盖上外板与右尾灯匹配处间隙小
⑸末端成分⑤,夹具焊接不知足工艺哀求。小组成员依据《夹具焊接作业辅导书》对现场焊接过程进行跟踪,现场焊接完备按照操作步骤实行,该缘故原由确认为非紧张缘故原由。
⑹末端成分⑥,压合模预弯/包边不到位。行李厢盖外板总成刷蓝油进行压合调试,排查预弯及包边情形,压合模各机构行程到位,符合图纸哀求,与尾灯匹配处Z向,压合模不进行预弯和包边,该缘故原由确认为非紧张缘故原由。
⑺末端成分⑦,压合岛生产环境不知足。小组成员对压合岛自动化生产环境(检讨及车间点检表核查确认,压合岛生产环境知足现场哀求,该缘故原由确认为非紧张缘故原由。
⑻末端成分⑧,量具不知足。小组成员现场对检具精度及丈量工具进行检讨,创造知足检测哀求,该缘故原由确认为非紧张缘故原由。
按对策履行
小组成员经由剖析研究,针对紧张缘故原由制订了整改操持。履行步骤⑴,行李厢盖上外板与尾灯匹配上部右侧翻边面间隙优化,翻边面往车身Z向走1.0mm,实现检具丈量间隙掌握在(5±0.5)mm的目标,整改前后比拟(图7),确认履行有效。履行步骤⑵,行李厢盖上外板与尾灯匹配上部右侧包角料边与左侧同等,实现翻边高掌握在2mm的目标,整改前后比拟(图8),确认履行有效。
图7 行李厢盖上外板与尾灯匹配上部右侧翻边整改比拟
图8 行李厢盖上外板与尾灯匹配上部右侧包角料边整改比拟
效果检讨
按对策履行后,首先小组成员利用整改后的行李厢盖上外板进行焊接和压合调试,出总成件后进行检具丈量,然后在白车身上装尾灯与整改后的行李厢盖总成进行合营,检讨表示的效果,然后小组成员从5月份开始对冲、焊、涂、总过程进行跟踪、调试、验证,终极,按操持将行李厢盖掉漆问题占领。
在小组成员共同的努力下,不仅占领了难题,提升了整车质量,同时还取得了不错的效益。⑴经济效益。截止2021年6月,生产加验证一共25台车,节约本钱25×3×36.67=2750元;均匀每台车节约本钱约110元,随着产量的增加,本钱节约的数值是可不雅观的。⑵无形代价。①提升了小组剖析和解决问题的能力,大家互助共进,专业技能得到提升,团队意识得到增强;②提升了整车质量,提高了客户满意度。
制订巩固方法
⑴在6月份,小组成员根据生产操持,对行李厢盖右侧掉漆问题整改的稳定性进行跟踪(图9),生产同等性较好,行李厢盖总成尺寸相称稳定,彻底办理了该问题。⑵小组成员将行李厢盖右侧掉漆问题纳入历史问题清单管理,为后面车型的开拓和过程监制做好预防和提前规避。
图9 行李厢盖右侧掉漆问题整改的稳定性跟踪
结束语
这次质量改进活动取得了圆满成功,提升了小组成员的综合能力(图10)。在今后的事情开展中还须要加强策划意识,提高将问题风险提前识别和规避的能力。随着汽车工业的发展,相信通过利用好QC质量工具,必能占领难题,提高整车品质。望本文对从事汽车行业干系事情的技能职员有所借鉴和参考。
图10 小组成员的综合能力
——文章选自:《铸造与冲压》2022年第6期